
20kHz超音波食品カットナイフ
超音波コールドカッター:ゴム、樹脂、複合材料のクリーンな分離に最適。
1. コールドカット工程
発熱が極めて少なく、熱変形・劣化・エッジクラックを防止。
2. 鋭利なエッジは不要
振動エネルギーにより、大きな圧力や刃の鋭さを必要とせずに材料を分離します。
3. クリーンで安全な作業
粉塵や破片を低減するとともに、潤滑油の使用および手動切断に伴う危険性を排除します。
- 概要
- おすすめ製品
製品説明
超音波ゴム切断ナイフの原理は、超音波発生装置(超音波電源とも呼ばれる)を通じて、50/60Hzの電流を20kHz、30kHz、または40kHzの電気エネルギーに変換することです。変換された高周波電気エネルギーはさらに振動子を通じて同一周波数の機械的振動に変換され、次いで振幅調整装置を通して切断ナイフへと伝達されます。この装置では振幅を変えることが可能です。超音波ゴム切断ナイフはその長さ方向に10〜70μmの振幅で振動し、1秒間に40,000回(40kHz)という高速度で繰り返します(ブレードの振動は微細であり、肉眼で見ることは一般的には困難です)。次いで切断ナイフは受け取った振動エネルギーを切断対象物の切断面へと伝達します。この工程において、振動エネルギーがゴム分子のエネルギーを活性化させ、分子鎖を開くことによって切断が行われます。
超音波カットは、音波のエネルギーを利用した切断方法です。鋭い刃先や大きな圧力が必要ではなく、切断素材のエッジ崩れや損傷を引き起こしません。超音波ゴムカッターは、樹脂、ゴム、プラスチック、布地、およびさまざまな重ね合わせ複合材料などを簡単に切断できます。
製品詳細
超音波式ゴムカッティングナイフ
ゴム切断における問題点
従来のゴム切断技術では、切断時にゴムに潤滑を施す必要があり、遅い切断速度、大きな切断面から発生する大量の粉塵や破片、不均一な切断エッジ、およびブレードへの付着といった課題があります。多くの企業が今なお手作業による従来の方法で切断を行っており、これは生産性の要件を満たさないだけでなく、作業者にとって安全上の危険も伴います。
ゴム製品においては、熱切断と比較して冷切断の方が適しています。冷切断には、発熱が少なく、熱変形が最小限に抑えられ、切断プロセスでの粉塵発生が減少し、切断面が高温によって劣化したり亀裂が入ったりしないという利点があります。超音波式ゴム切断技術は冷切断に分類され、超音波エネルギーを利用して切断対象のゴムを局所的に加熱・溶融させることで素材を分離する仕組みです。
従来の切断原理
伝統的な切断方法は、鋭い刃を持つ工具を使用して素材に非常に高い圧力を集中させることにより、分子結合を引き離して切断を行います。圧力が素材のせん断強度を超えると、切断が実現されます。この方法では強い圧力によって素材を無理やり引き離すため、工具の刃先が非常に鋭くなければならず、素材自身も大きな圧力を耐えられなければなりません。したがって、柔らかく弾力性のある素材や、さらに粘着性のある素材には効果的ではありません。
伝統的な切断
超音波ゴムカットの原理
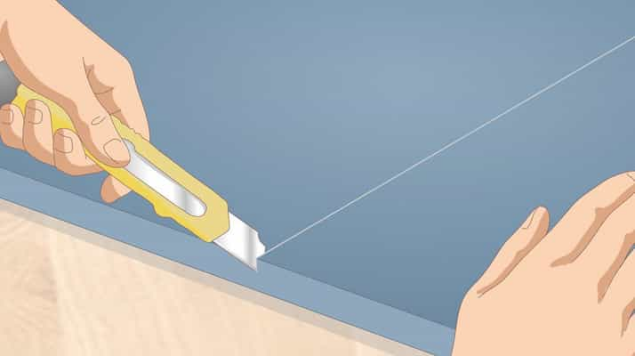
超音波カットは音波のエネルギーを利用した切断方法であり、鋭い刃や大きな圧力が必要なく、素材の崩れや損傷を防ぐことができます。超音波ゴムカッターは樹脂、ゴム、プラスチック、布地、複数重ねた複合素材や食品なども簡単に切断できます。
超音波ゴムカッターの原理は、超音波発生装置(または超音波電源とも呼ばれる)を使用して50/60Hzの電流を20kHz、30kHz、または40kHzの電気エネルギーに変換することです。この高周波の電気エネルギーは次に振動子を通じて、同じ周波数の機械的振動に再変換されます。これらの機械的振動は、振幅調整可能なアンプリチュードモジュレーターを通じてカッティングブレードに伝達されます。カッティングブレードはその長さ方向に10〜70μmの振幅で振動し、1秒間に40,000回(40kHz)繰り返します(ブレードの振動は微細であり、肉眼では一般的には見えにくいです)。カッティングブレードは受け取った振動エネルギーをワークピースの切断面へと伝え、そのエネルギーによってゴム分子を活性化し、分子鎖を切断することで素材を切断します。

ハンドヘルド型超音波ゴムカッター
超音波ゴム切断工具の構成
--超音波発生装置(電源)
超音波発生装置は、110VACまたは220VACの電力電流を高周波高電圧電気信号に変換します。
--超音波トランスデューサー
超音波トランスデューサーは、超音波発振器からの高周波電気信号を利用し、それらを直線的な機械的運動に変換します。この変換は圧電セラミックディスクを使用して行われ、電圧が印加されると膨張します。超音波ゴムカット用に使用されるトランスデューサーは、冷却のために空気の吸入および排出を可能にするように特別に設計されています。
--超音波ブースター(ホーン)
超音波ホーンは調整可能な部品であり、トランスデューサーの直線振動の変位を特定の用途に必要なレベルまで機械的に調整することで、最適な切断性能を実現します。超音波ホーンはまた、切断工具に取り付ける際の安全で振動しない位置も提供します。
--超音波切断工具ヘッド(ブレード)
超音波カッティングブレードは、特定の周波数で振動するように設計されたカスタムツールです。これらのツールは、コンピュータモデリング技術を使用して注意深く設計されており、最適な性能と耐久性を実現します。超音波ブレードは、システムの周波数に合致していなければなりません。この調整プロセスでは、ブレードヘッドの質量、長さおよび幾何学的形状を考慮に入れる必要があります。HCSONICはさまざまな構成を提供しており、それぞれ特定の用途に応じて設計され、優れた長期的な使用性能を保証します。
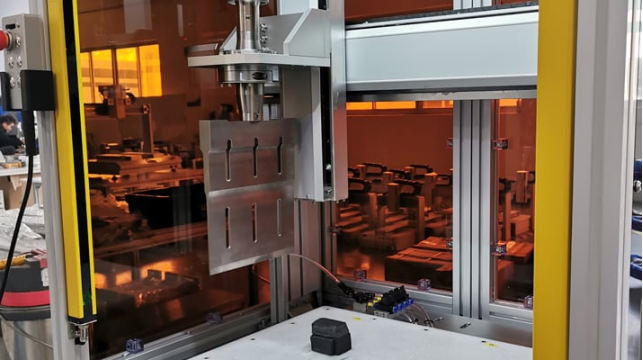
自動ゴムカットシステム(オプション)
ゴムと超音波ブレードの適切な位置決めと移動は、自動化された機械を使用して行うことができます。自動化は、正しい切断位置・方向・速度を得るために不可欠です。一般的に、これらの加工システムはサーボ駆動方式を利用して、ゴムと切断工具の速度および位置を正確に制御します。
超音波によるゴム切断に影響を与える要因
―装置起動時間
狭いブレード設計が必要なため、超音波カッティングツールヘッドの設計および製造は困難です。無負荷時に最大振幅でブレードが振動することによって、ブレードが早期に損傷することがあります。そのため、超音波ジェネレーターからの信号を自動機械と同期させる必要があります。これにより、ブレードがゴムに接触する前に完全な振動状態になるようにします。接触前の振動は、非振動状態のカット面に接触することによるゴムの変形を防ぐために必要です。
ー振動振幅
『振幅』とは、切断中に工具ヘッド表面の振動によって生じる微少変位を表します。振幅は超音波ホーンによって機械的に調整され、超音波発生装置によってデジタル制御されます。振幅の大きさは切断プロセスに影響を与えるため、各用途に応じて調整する必要があります。
ー切断速度
超音波カッティングブレードが被切断材に進入し、進んでいく速度も、各切断プロセスに合わせて調整すべきプロセス変数です。外側の殻を変形させないために製品にゆっくりと貫入した後に、内部でカッター速度を速めて最適な切断結果を得ることが必要な場合もあります。
ー振動終了時間
切断される素材の粘性によっては、超音波振動をオフにした後、切断されたスライスがカッティングブレードの側面に付着しやすくなる場合があります。そのため、製品からツールヘッドを取り外す際にも超音波振動を維持することで、摩擦のない特性を利用してブレードをよりクリーンかつ安定して離型することができます。
超音波ゴム切断の利点
ー極めて高い切断精度:滑らかで、くっきりとしたきれいな切断面。
ー繰り返し切断:ブレード出力は閉回路により監視され、安定した切断性能を確保します。
-低い温度:ゴムはほぼ発熱しません。
-乾式:超音波ゴム切断ブレードは潤滑なしで作動し、1秒間に20,000~40,000回(用途によって異なります)振動します。したがって、ブレードはゴムをスムーズに切断できます。
-低消費電力:切断時のみブレードが振動し、一般的な薄い素材の用途では約100ワット以下の電力が必要です。
-自動化への導入が容易:超音波によるゴム切断プロセスは非常にシンプルであり、既存の機械構造にアップグレードしたり、新規設備に設置することが可能です。
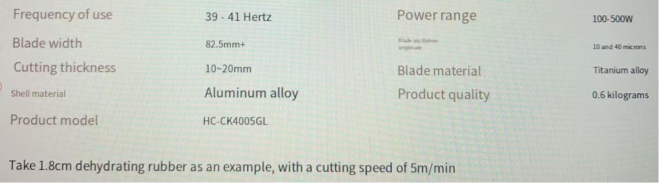
製品仕様は以下の通りです:
装置概要
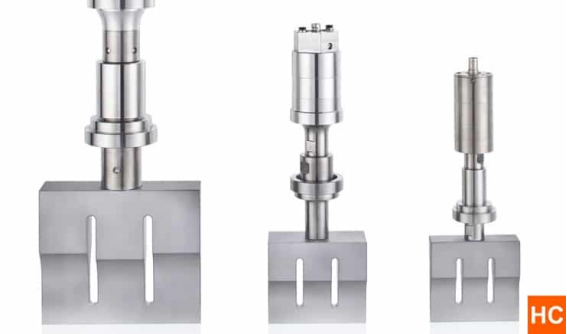
ロングハンドル型ゴム切断用カッターは、切断対象の材質や部位に応じて、刃のサイズおよび幅をカスタマイズ可能であり、さまざまな厚さおよび切断面に対する多様な要求に対応します。

20-kHz超音波ロングハンドル型ゴム切断用カッター(複数角度から見た画像)
実験デモ
植物パラメーター
| 総技術仕様 | 振動部品のパラメーター | 組立部品および材料 |
| 仕様モデル:HC-CK2010GL2 | トランスデューサー: 圧電セラミック/輸入アルミニウム | 冷却方法: 空冷 |
| 総消費電力:1000 W | 振幅棒:高品質航空機級アルミニウム製 | 最高使用温度:0–45°C |
| 動作周波数:20.0 ± 1 kHz ツールヘッド: | 合金 | 最大許容圧力:大気圧 |
| 入力電圧:220V/50Hz | 固定フランジ:アルミニウム合金製;保護カバー:アルミニウム合金製 |
切断例

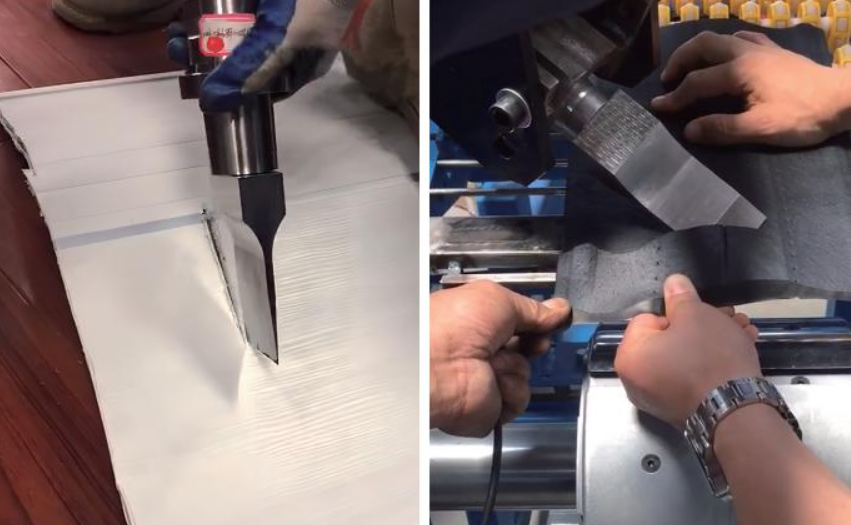
ドアパネル切断およびゴム切断
よくあるご質問ガイド
1. 超音波カッティングナイフから発生する超音波は人体に影響を与えますか?
いいえ。超音波とは、人間の耳には聞こえない周波数20,000Hz以上の音波を指します。本装置による作業中の音圧レベルは50デシベル以下に抑えられており(『自然科学・医学ジャーナル』によると、90デシベルを超える音への長時間曝露のみが、不安感や動悸などの症状を引き起こす可能性があります)、人体に悪影響を及ぼすことはありません。
2. 超音波切断工具が初期の切断時には優れた性能を発揮するものの、その後の切断で性能が低下する原因は何ですか?
上記の問題は、複数の要因に起因します。すなわち、トランスデューサの品質係数(Q値)の劣化により、作動中の機械的エネルギーが急速に減衰し、安定性が低下し、共鳴効率が低下するとともに、過剰な熱が発生します。
トランスデューサと金型のマッチングが不適切であるため、機械的エネルギーと熱エネルギーの間にアンバランスが生じ、結果として過剰な発熱および共鳴時に発生する機械的エネルギーの減衰が引き起こされます。
超音波電源装置と超音波部品とのマッチングが不適切です。
3. 超音波カッターによる切断工程中に波状パターン(ウェーブパターン)が現れる原因は何ですか?
超音波切断時に波状パターンが現れるのは、振動効率が不十分であるために生じる機械エネルギーと熱エネルギーのバランスの乱れによるものです。出力電力レベルを調整するか、出力振幅を変更することで、切断効率を向上させ、これらの波状パターンを解消できます。