超音波金属溶湯の結晶粒微細化
脱気、結晶粒微細化、鋳造品質向上のための超音波金属溶融装置。
1. 空洞衝撃
気泡の崩壊により極端な圧力が発生し、効果的な混合および脱気が実現されます。
2. 熱的・流動効果
熱的効果と音響流動効果が複合的に作用し、流動性および循環性を高めます。
3. 鋳造品質の向上
不純物および気泡を除去するとともに、結晶粒構造を微細化します。
- 概要
- おすすめ製品
装置概要
超音波金属溶融装置は、主に不純物の除去、気泡の排除、結晶粒の微細化、および鋳造品質の向上に使用されます。これは、クリーンで比較的効率的な技術です。アルミニウム合金鋳物においては、依然として気孔が主要な欠陥の一つであり、機械的特性および耐圧密封性の両方を損ないます。気孔は、溶融金属が凝固する際にガスが析出すること、あるいは液相金属が樹枝状結晶間の空隙および体積収縮を補償できなくなることによって生じます。したがって、気泡を効果的に除去することは、鋳造品質の向上にとって極めて重要です。

20k 超音波金属溶解装置(セラミックツールヘッド)

15k 超音波金属溶解装置(チタン合金ツールヘッド)
作動原理
1. 熱的効果:超音波の熱的作用により、2種類の熱的効果が生じる。1つは連続波によって生じる熱的効果であり、もう1つは瞬時的な熱的効果である。これらの効果が複合的に作用することで内部摩擦が増強され、音響エネルギーの一部が吸収されて媒質のエネルギーに変換され、その結果として液体媒質の温度が上昇し、粘度および流動性が変化する。
2. 音響流効果:音波の強度がある一定レベルに達すると、音響流効果によって誘起されるジェット流が溶融金属全体に循環し、循環パターンを形成する。音響流とは、循環と乱流が複合した現象であり、溶融金属に対して強い振動および攪拌効果を及ぼす。
3. 空洞効果(キャビテーション効果) 空洞効果とは、超音波によって誘起される物理現象であり、超音波が金属溶湯を微細化する際の主要なメカニズムである。液体に高強度の超音波を照射すると、液体中を伝播する音波により、高圧(圧縮)と低圧(希薄)が交互に繰り返される周期が生じる。低圧周期において、強い超音波により液体内部に真空泡(空隙)が生成される。これらの泡は、エネルギーをさらに吸収できなくなる体積に達した時点で、高圧周期中に急激かつ激しく崩壊する。小さな泡が瞬時に崩壊することにより、数万気圧に及ぶ圧力が発生し、周囲の液体に大きな衝撃力を与えて攪拌効果を実現する。
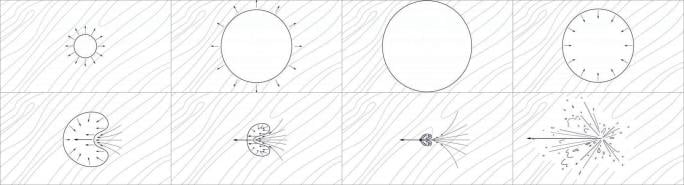
空洞効果の模式図
装置のメリット
1. 溶接プロセスが簡便で習得しやすく、同じ作業条件下において、はんだの消費量を大幅に削減するとともに、生産時間を短縮し、効率を著しく向上させます。
2. 製品の導電性を大幅に向上させ、回路抵抗を低減し、接触面積を増加させ、浸漬溶接工具の耐久性を高めます。
3. フラックスや洗浄剤を一切使用しないため、腐食を最小限に抑え、水や大気への汚染を防止し、虚溶接および短絡を完全に排除します。
植物パラメーター
20k 超音波金属溶解装置(セラミックツールヘッド)
| 総技術仕様 | 振動部品のパラメーター | 組立部品および材料 |
| 定格出力:1000W/2000W | 冷却方法: 空冷 | トランスデューサー: 圧電セラミック/輸入アルミニウム |
| 動作周波数:20.0 ± 1 kHz | 動作温度:≤80°C | 振幅ロッド:高強度チタン合金 |
| 入力電圧:220V/50Hz | 最大許容圧力:≤0.6 MPa | ツールヘッド:セラミック合金 |
| 装置寸法:100×1151×30 mm | 振動部品の出力:1000 W; | 固定フランジ:高強度アルミニウム合金 |
15k超音波金属溶融装置(チタン合金製ツールヘッド付き)
| 総技術仕様 | 振動部品のパラメーター | 組立部品および材料 |
| 定格出力: 2000W | 冷却方法: 空冷 | トランスデューサー: 圧電セラミック/輸入アルミニウム |
| 動作周波数:15.0 ± 1 kHz | 動作温度:≤80°C | 振幅ロッド:高強度チタン合金 |
| 入力電圧:220V/50Hz | 最大許容圧力:≤0.6 MPa | ツールヘッド:高強度チタン合金 |
| 装置寸法:116×1321×40 mm | 振動部品の出力:1000 W; | 固定フランジ:高強度アルミニウム合金 |
実験デモ
異なる材料で製造されたツールヘッドの比較
超音波溶融処理装置には、優れた耐食性および高温耐性を有する高強度チタン合金製ツールヘッドが装備されており、最高使用温度は1300°Cです。これらのツールにより、溶融材中の分子間相互作用をより直接的かつ顕著に促進できます。さらに、顧客の既存生産設備や工程ワークフローへの改造を必要とせず、簡易な設置が可能です。

セラミックヘッド
超音波鋳造において、金属溶湯を処理する際、ツールホルダーは高温の溶融金属に直接接触し、超音波を伝達して超音波処理を行います。このような条件下では、高温による侵食と熱応力の複合的な影響により、従来の材料で作製されたツールホルダーが急速に劣化・損傷することがあります。耐高温侵食性および耐摩耗性に優れるセラミック材料は、超音波ツールヘッドの材料として最も好まれる選択肢となっています。

チタン合金ツールヘッド
金属溶湯の効果
1. 不純物の除去:溶鋼中の微細な介在物の浮上は極めて困難であり、それらが凝集した場合にのみ、分離がより現実的になります。超音波金属溶解装置を用いて溶液に超音波を照射すると、超音波によって生じる定在波が、溶液内の介在物粒子の分離および凝集を効果的に促進します。
2. 気体の除去:超音波による弾性振動を溶融金属に導入すると、空洞現象(キャビテーション)が発生する。これにより、液体金属中に溶解している気体が空洞へと移動し、気泡核の形成および継続的な成長を促進し、最終的に溶融金属から排出されるのに十分な大きさに達する。
3. 結晶粒微細化処理済みのアルミニウム・シリコン合金の連続鋳造において、超音波処理を施すことで鋳造品の結晶粒を微細化し、合金の塑性および延性を向上させ、建材や自動車用エンジンピストンなどの用途にさらに適したものとすることができる。溶融アルミニウム合金に対して超音波を照射することで、酸化物介在物の生成を抑制し、その微細組織を微細化する。
4. モールドに作用することで鋳造ビレットの品質を向上させ、鋳造品の表面品質を改善します。小角形ビレット、大角形ビレットおよびスラブビレットに適用可能であり、超音波振動にはネガティブスライディングが不要です。小角形ビレットおよび大角形ビレットの鋳造時にモールドに超音波振動を付与すると、滑らかな鋳造表面が得られます。
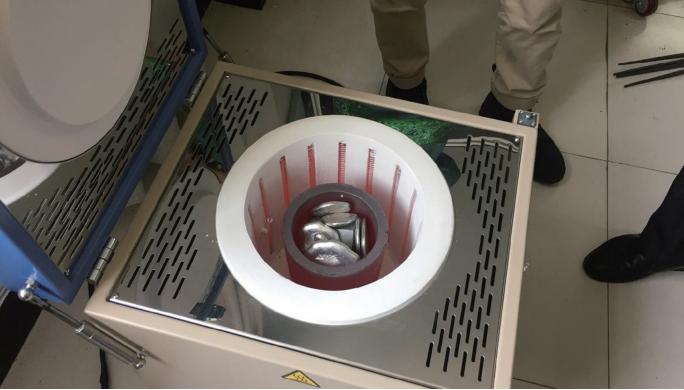
結晶粒微細化実験
 |
 |
ステップ1:アルミニウムブロックを溶融するまで加熱する |
ステップ2:超音波処理 |
 |
 |
ステップ3:最終的なアルミニウムインゴットの品質 |
ステップ4:窒化ケイ素セラミック先端部の表面 |
効果評価
1. 電子顕微鏡観察において、溶融金属中の結晶粒サイズ分布は比較的均一であり、溶融金属の著しい微細化が確認されます。
2. 結晶粒サイズが小さく、表面が滑らかで不純物が付着しておらず、金属溶融装置を結晶粒微細化に有効に活用できることを示す明確な結果が得られました。
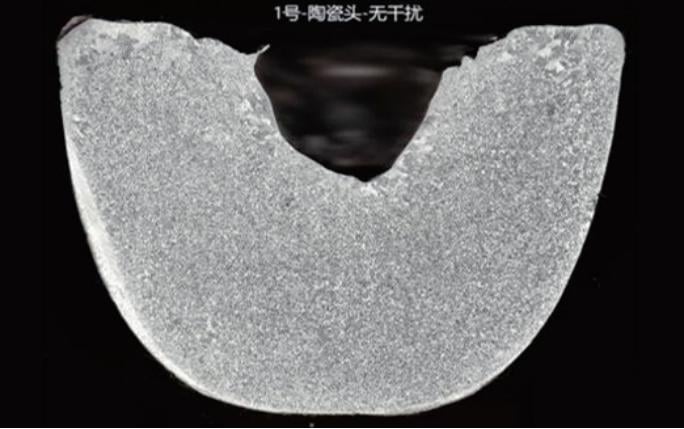
電子顕微鏡下で観察された実験結果

実験場所