Affinement du grain des métaux en fusion par ultrasons
Équipement ultrasonique de fusion métallique destiné au dégazage, à l’affinement de la structure cristalline et à l’amélioration de la qualité de la coulée.
1. Impact de cavitation
L’effondrement des bulles génère une pression extrême permettant un mélange et un dégazage efficaces.
2. Effets thermiques et hydrodynamiques
Les effets combinés de la chaleur et du flux acoustique améliorent la fluidité et la circulation.
3. Amélioration de la qualité de la coulée
Élimine les impuretés et les bulles tout en affinant la structure cristalline.
- Aperçu
- Produits recommandés
Aperçu de l'appareil
L'équipement ultrasonique de fusion des métaux est principalement utilisé pour éliminer les impuretés, supprimer les bulles, affiner la structure du grain et améliorer la qualité de la fonderie. Il s'agit d'une technique propre et relativement efficace. La porosité demeure l'un des principaux défauts des pièces moulées en alliage d'aluminium, car elle altère à la fois les propriétés mécaniques et l'étanchéité sous pression. La porosité apparaît soit lorsque des gaz se précipitent du métal en fusion pendant la solidification, soit lorsque le métal liquide ne parvient pas à compenser les espaces interdendritiques et la contraction volumique. Par conséquent, l'élimination efficace des bulles est essentielle pour améliorer la qualité de la fonderie.

équipement d'ultrasons 20k pour la fusion des métaux (Tête d'outil en céramique)

équipement d'ultrasons 15k pour la fusion des métaux (Tête d'outil en alliage de titane)
Principe de fonctionnement
1. Effets thermiques : L’action thermique des ultrasons peut produire deux formes d’effets thermiques : l’un est l’effet thermique généré par des ondes continues, l’autre est l’effet thermique instantané. La combinaison de ces effets intensifie les frottements internes, entraînant une absorption partielle de l’énergie acoustique qui se transforme en énergie du milieu, ce qui élève la température du milieu liquide et modifie sa viscosité et sa fluidité.
2. Effet d’écoulement acoustique : Lorsque les ondes sonores atteignent une certaine intensité, le jet induit par l’effet d’écoulement acoustique circule dans l’ensemble du métal en fusion, créant un schéma de circulation. L’écoulement acoustique représente une combinaison de circulation et de turbulence, exerçant sur le métal en fusion des effets intenses de vibration et d’agitation.
3. Effet de cavitation La cavitation est un phénomène physique induit par les ondes ultrasonores et constitue le mécanisme principal par lequel les ultrasons affinent les métaux en fusion. Lorsque des liquides sont soumis à des ultrasons de haute intensité, les ondes sonores se propageant dans le milieu liquide génèrent des cycles alternés de haute pression (compression) et de basse pression (dépression). Pendant les cycles de basse pression, les ultrasons intenses génèrent des bulles de vide ou des cavités au sein du liquide. Lorsqu’elles atteignent un volume ne leur permettant plus d’absorber de l’énergie, ces bulles implosent violemment pendant les cycles de haute pression ; l’effondrement instantané de petites bulles génère des pressions pouvant atteindre plusieurs dizaines de milliers d’atmosphères, exerçant ainsi des forces de choc importantes sur le liquide environnant afin d’obtenir un effet d’agitation.
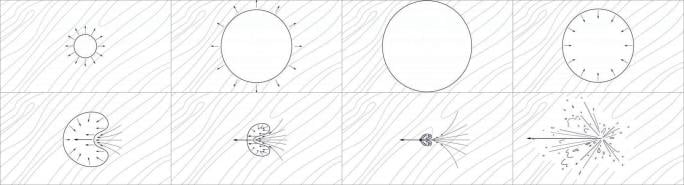
Schéma de la cavitation
Avantages du dispositif
1. Le procédé de soudage est simple et facile à maîtriser, réduisant considérablement la consommation d’étain tout en raccourcissant le temps de production et en améliorant nettement l’efficacité dans des conditions de fonctionnement identiques ;
2. Il améliore sensiblement la conductivité du produit, abaisse la résistance du circuit, augmente la surface de contact et améliore la durabilité des outils de soudage par immersion ;
3. N’exigeant ni flux ni agents de nettoyage, il minimise la corrosion et empêche la pollution de l’eau ou de l’air, éliminant totalement les soudures défectueuses et les courts-circuits.
Paramètre d’usine
équipement d'ultrasons 20k pour la fusion des métaux (Tête d'outil en céramique)
| Paramètres techniques globaux | Paramètres des composants vibrants | Assemblage des composants et des matériaux |
| Puissance nominale : 1000 W / 2000 W | Méthode de refroidissement : refroidissement par air | Résonateur : céramique piézoélectrique/aluminium importé |
| Fréquence de fonctionnement : 20,0 ± 1 kHz | Température de fonctionnement : ≤ 80 °C | Tige d'amplitude : alliage de titane à haute résistance |
| Tension d'entrée : 220V/50Hz | Pression maximale admissible : ≤ 0,6 MPa | Tête d'outil : alliage céramique |
| Dimensions de l'appareil : 100 × 1151 × 30 mm | Puissance du composant vibrant : 1000 W ; | Bride fixe : alliage d'aluminium à haute résistance |
équipement ultrasonique de fusion métallique à 15 kHz (avec tête d'outil en alliage de titane)
| Paramètres techniques globaux | Paramètres des composants vibrants | Assemblage des composants et des matériaux |
| Puissance nominale : 2000W | Méthode de refroidissement : refroidissement par air | Résonateur : céramique piézoélectrique/aluminium importé |
| Fréquence de fonctionnement : 15,0 ± 1 kHz | Température de fonctionnement : ≤ 80 °C | Tige d'amplitude : alliage de titane à haute résistance |
| Tension d'entrée : 220V/50Hz | Pression maximale admissible : ≤ 0,6 MPa | Tête d'outil : alliage de titane à haute résistance |
| Dimensions de l'appareil : 116 × 1321 × 40 mm | Puissance du composant vibrant : 1000 W ; | Bride fixe : alliage d'aluminium à haute résistance |
Démonstration expérimentale
Comparaison des têtes d'outils fabriquées à partir de matériaux différents
L'équipement de traitement par fusion ultrasonique est équipé de têtes d'outils en alliage de titane haute résistance, offrant une excellente résistance à la corrosion et une tolérance élevée aux températures élevées, avec une température de fonctionnement maximale de 1300 °C. Ces outils permettent des interactions intermoléculaires plus directes et plus marquées au sein du matériau fondu. En outre, leur installation est simple et ne nécessite aucune modification des équipements de production ou des flux de travail existants du client.

Tête d'outil céramique
Lors de la coulée ultrasonique des métaux en fusion, le porte-outil entre directement en contact avec le métal liquide à haute température, transmettant ainsi des ondes ultrasonores afin d’effectuer un traitement ultrasonore. Dans ces conditions, les effets combinés de l’érosion à haute température et des contraintes thermiques peuvent endommager rapidement les porte-outils fabriqués à partir de matériaux conventionnels. Les matériaux céramiques, réputés pour leur résistance à l’érosion et à l’usure à haute température, sont devenus le matériau privilégié pour les têtes d’outils ultrasonores.

Tête d'outil en alliage de titane
Effet du métal en fusion
1. Élimination des impuretés : La flottation des inclusions microscopiques dans l’acier en fusion est très difficile ; elle ne devient plus réalisable que lorsqu’elles s’agrègent. En appliquant des ondes ultrasonores à la solution à l’aide d’un équipement ultrasonore de fusion des métaux, l’onde stationnaire générée par les ultrasons peut efficacement favoriser la séparation et l’agrégation des particules d’inclusions au sein de la solution.
2. Élimination des gaz : Lorsque des vibrations élastiques ultrasonores sont introduites dans le métal en fusion, une cavitation se produit ; les gaz dissous dans le métal liquide migrent vers les cavités, favorisant la formation et la croissance continue de noyaux de bulles jusqu’à ce qu’ils atteignent une taille suffisante pour être expulsés du métal en fusion.
3. Lors de la coulée continue d’alliages d’aluminium-silicium à grains affinés, le traitement par ultrasons permet d’affiner les grains de la pièce moulée et d’améliorer la plasticité et la ductilité de l’alliage, ce qui le rend plus adapté aux applications dans les matériaux de construction et les pistons de moteurs automobiles. L’application d’ultrasons sur les alliages d’aluminium en fusion empêche la formation d’inclusions d’oxyde et affine leur microstructure.
4. Améliore la qualité des billettes coulées en agissant sur la filière, ce qui améliore la qualité de surface des pièces moulées. Convient aux billettes carrées petites, aux billettes carrées grandes et aux plaques ; la vibration ultrasonique ne nécessite pas de glissement négatif. L’application d’une vibration ultrasonique à la filière lors de la coulée de billettes carrées petites et de billettes carrées grandes permet d’obtenir des surfaces de coulée lisses.
Expérience d'affinage du grain
 |
 |
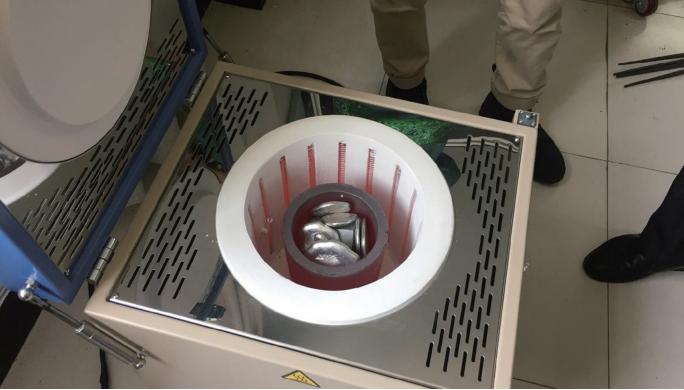
Étape 1 : Chauffer le bloc d’aluminium jusqu’à sa fusion |
Étape 2 : Traitement ultrasonique |
 |
 |
Étape 3 : Qualité finale de la lingotière d’aluminium |
Étape 4 : Surface de la pointe en céramique nitrure de silicium |
Évaluation de l’effet
1. Sous observation au microscope électronique, la distribution de la taille des grains dans le bain liquide est relativement uniforme, ce qui indique un raffinement significatif du bain.
2. La taille des grains est faible, avec des surfaces lisses et exemptes d’impuretés, démontrant des résultats marqués qui confirment que l’équipement de fusion des métaux peut être efficacement utilisé pour le raffinement des grains.
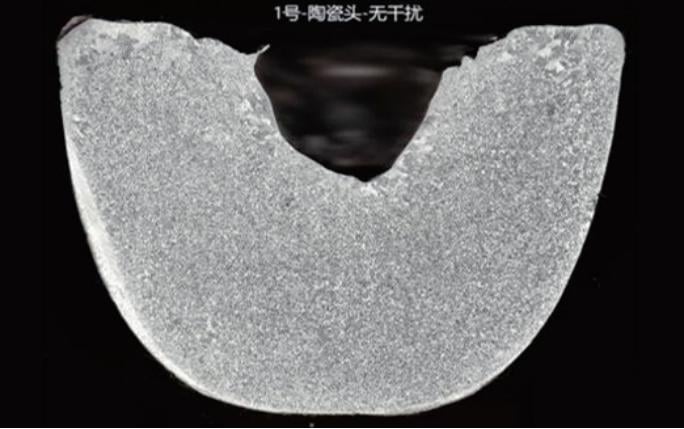
Résultats expérimentaux observés au microscope électronique

Lieu de l’expérience