Kornverfeinerung von Ultraschall-behandelten Metallschmelzen
Ultraschall-Metallschmelzanlage zur Entgasung, Kornverfeinerung und Verbesserung der Gießqualität.
1. Kavitationswirkung
Der Kollaps von Blasen erzeugt extremen Druck für eine wirksame Durchmischung und Entgasung.
2. Thermische und Strömungseffekte
Kombinierte thermische und akustische Strömungseffekte verbessern Fließfähigkeit und Zirkulation.
3. Verbesserung der Gießqualität
Entfernt Verunreinigungen und Lufteinschlüsse und verfeinert gleichzeitig die Kornstruktur.
- Überblick
- Empfohlene Produkte
Geräteübersicht
Ultraschall-Metallschmelzgeräte werden hauptsächlich zur Entfernung von Verunreinigungen, zum Ausschleusen von Gasblasen, zur Feinkornung der Gefügestruktur und zur Verbesserung der Gussqualität eingesetzt. Dabei handelt es sich um ein sauberes und relativ effizientes Verfahren. Porosität zählt nach wie vor zu den gravierendsten Fehlern bei Aluminiumlegierungs-Gussteilen, da sie sowohl die mechanischen Eigenschaften als auch die Druckdichtheit beeinträchtigt. Porosität entsteht entweder durch die Ausscheidung von Gasen aus der Schmelze während der Erstarrung oder dadurch, dass die flüssige Metallschmelze den interdendritischen Raum sowie das Volumenschrumpfen nicht ausreichend ausgleichen kann. Daher ist eine wirksame Entfernung von Gasblasen entscheidend für die Verbesserung der Gussqualität.

20k Ultraschall-Metallschmelzvorrichtung (Keramik-Werkzeugkopf)

15k Ultraschall-Metallschmelzvorrichtung (Titanlegierung-Werkzeugkopf)
Funktionsprinzip
1. Thermische Effekte: Die thermische Wirkung von Ultraschall kann zwei Arten thermischer Effekte hervorrufen: einerseits den durch kontinuierliche Wellen erzeugten thermischen Effekt, andererseits den momentanen thermischen Effekt. Die Kombination dieser Effekte verstärkt die innere Reibung, was zu einer teilweisen Absorption der Schallenergie führt, die in Mediumenergie umgewandelt wird; dadurch steigt die Temperatur des flüssigen Mediums und dessen Viskosität sowie Fließverhalten verändern sich.
2. Akustischer Strömungseffekt: Wenn Schallwellen eine bestimmte Intensität erreichen, bewirkt der durch den akustischen Strömungseffekt induzierte Strahlstrom eine Zirkulation im gesamten geschmolzenen Metall und erzeugt ein zirkuläres Strömungsmuster. Der akustische Strömungseffekt stellt eine Kombination aus Zirkulation und Turbulenz dar und übt intensive Vibrations- und Rührwirkungen auf das geschmolzene Metall aus.
3. Kavitationseffekt Kavitation ist ein physikalisches Phänomen, das durch Ultraschallwellen hervorgerufen wird und als primärer Mechanismus dient, mittels dessen Ultraschall metallische Schmelzen verfeinert. Wenn Flüssigkeiten intensivem Ultraschall ausgesetzt werden, erzeugen die sich durch das flüssige Medium fortpflanzenden Schallwellen abwechselnde Zyklen mit hohem Druck (Kompression) und niedrigem Druck (Depression). Während der Niederdruckzyklen erzeugt intensiver Ultraschall Vakuumblasen oder Hohlräume innerhalb der Flüssigkeit. Sobald diese Blasen ein Volumen erreichen, bei dem sie keine weitere Energie mehr aufnehmen können, kollabieren sie während der Hochdruckzyklen heftig; der augenblickliche Kollaps kleiner Blasen erzeugt Drücke von bis zu zehntausend Atmosphären und bewirkt dadurch erhebliche Stoßkräfte auf die umgebende Flüssigkeit, um einen Rühr-Effekt zu erzielen.
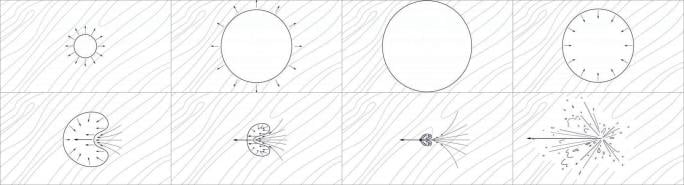
Schematisches Diagramm der Kavitation
Vorteile des Geräts
1. Der Schweißprozess ist einfach und leicht zu erlernen, reduziert den Zinnverbrauch deutlich und verkürzt gleichzeitig die Produktionszeit; bei identischen Betriebsbedingungen steigt die Effizienz erheblich;
2. Er verbessert die Leitfähigkeit des Produkts erheblich, senkt den Schaltwiderstand, vergrößert die Kontaktfläche und erhöht die Haltbarkeit der Tauchschweißwerkzeuge;
3. Da kein Flussmittel oder Reinigungsmittel erforderlich ist, wird Korrosion minimiert und eine Wasserverunreinigung oder Luftverschmutzung verhindert; Fehlschweißungen und Kurzschlüsse werden vollständig vermieden.
Anlagenparameter
20k Ultraschall-Metallschmelzvorrichtung (Keramik-Werkzeugkopf)
| Gesamte technische Parameter | Parameter der schwingenden Komponente | Zusammenbau von Komponenten und Materialien |
| Nennleistung: 1000 W / 2000 W | Kühlmethode: Luftkühlung | Wandler: piezoelektrischer Keramik/importiertes Aluminium |
| Betriebsfrequenz: 20,0 ± 1 kHz | Betriebstemperatur: ≤ 80 °C | Amplitudenstab: hochfester Titanlegierung |
| Eingangsspannung: 220V/50Hz | Zulässiger Maximaldruck: ≤ 0,6 MPa | Werkzeugkopf: Keramiklegierung |
| Geräteabmessungen: 100 × 1151 × 30 mm | Leistung des schwingenden Bauteils: 1000 W; | Feste Flanschhalterung: Hochfester Aluminiumlegierung |
15-k-Ultraschall-Metallschmelzanlage (mit Titanlegierungs-Werkzeugschneide)
| Gesamte technische Parameter | Parameter der schwingenden Komponente | Zusammenbau von Komponenten und Materialien |
| Nennleistung: 2000W | Kühlmethode: Luftkühlung | Wandler: piezoelektrischer Keramik/importiertes Aluminium |
| Betriebsfrequenz: 15,0 ± 1 kHz | Betriebstemperatur: ≤ 80 °C | Amplitudenstab: hochfester Titanlegierung |
| Eingangsspannung: 220V/50Hz | Zulässiger Maximaldruck: ≤ 0,6 MPa | Werkzeugschneide: Hochfeste Titanlegierung |
| Geräteabmessungen: 116 × 1321 × 40 mm | Leistung des schwingenden Bauteils: 1000 W; | Feste Flanschhalterung: Hochfester Aluminiumlegierung |
Experimenteller Nachweis
Vergleich von Werkzeugschneiden aus verschiedenen Materialien
Die Ultraschall-Schmelzverarbeitungsanlage ist mit hochfesten Titanlegierungs-Werkzeugschneiden ausgestattet, die eine hervorragende Korrosionsbeständigkeit und hohe Temperaturtoleranz aufweisen, mit einer maximalen Betriebstemperatur von 1300 °C. Diese Werkzeuge ermöglichen intensivere und direktere intermolekulare Wechselwirkungen innerhalb des geschmolzenen Materials. Zudem zeichnen sie sich durch einfache Montageanforderungen aus, ohne dass Anpassungen an der bestehenden Produktionsausrüstung oder den Prozessabläufen des Kunden erforderlich sind.

Keramischer Werkzeugkopf
Bei der Ultraschallgussverfahren von Metallschmelzen kommt der Werkzeughalter direkt mit der hochtemperierten flüssigen Metallschmelze in Kontakt und überträgt Ultraschallwellen, um eine Ultraschallbehandlung durchzuführen. Unter diesen Bedingungen können die kombinierten Einwirkungen von Hochtemperaturerosion und thermischer Spannung Werkzeughalter aus konventionellen Materialien rasch beschädigen. Keramische Werkstoffe, die sich durch ihre Beständigkeit gegenüber Hochtemperaturerosion und Verschleiß auszeichnen, sind daher zum bevorzugten Material für Ultraschallwerkzeugköpfe geworden.

Titan-Legierung-Werkzeugkopf
Einfluss der Metallschmelze
1. Entfernung von Verunreinigungen: Das Aufschwimmen winziger Einschlüsse in Stahlschmelzen ist äußerst schwierig; erst wenn sie sich aggregieren, wird der Prozess praktikabler. Durch Anwendung von Ultraschallwellen auf die Schmelze mittels Ultraschall-Metallschmelzanlagen kann die durch Ultraschall erzeugte stehende Welle die Trennung und Aggregation der Einschlusspartikel innerhalb der Schmelze wirksam fördern.
2. Entgasung: Wenn elastische Ultraschallschwingungen in das geschmolzene Metall eingeführt werden, tritt Kavitation auf; die im flüssigen Metall gelösten Gase wandern zu den Hohlräumen und fördern die Bildung sowie das kontinuierliche Wachstum von Blasenkernen, bis diese eine Größe erreichen, die für ihre Ausscheidung aus dem geschmolzenen Metall ausreichend ist.
3. Bei der Stranggießerei von korngemischten Aluminium-Silicium-Legierungen kann die Ultraschallbehandlung die Korngroße des Gußstücks verfeinern und die Verformbarkeit sowie Duktilität der Legierung verbessern, wodurch sie besser für Anwendungen in Baumaterialien und Kolben für Automotoren geeignet wird. Die Anwendung von Ultraschall auf geschmolzene Aluminiumlegierungen verhindert die Bildung von Oxideinschlüssen und verfeinert deren Mikrostruktur.
4. Verbessert die Qualität von Strangguss-Billets durch Einwirkung auf die Kokille und erhöht so die Oberflächenqualität der Gussteile. Geeignet für kleine quadratische Billets, große quadratische Billets und Blockbillets; die Ultraschallschwingung erfordert keine negative Gleitbewegung. Die Anwendung von Ultraschallschwingungen an der Kokille während des Gießens kleiner und großer quadratischer Billets führt zu glatten Gussflächen.
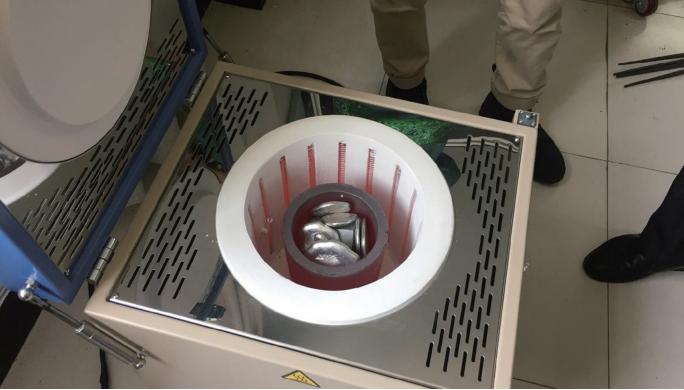
Kornverfeinerungsversuch
 |
 |
Schritt 1: Erhitzen des Aluminiumblocks bis zum Schmelzen |
Schritt 2: Ultraschallbehandlung |
 |
 |
Schritt 3: Endgültige Qualität des Aluminiumbarrens |
Schritt 4: Oberfläche aus Siliciumnitrid-Keramik |
Wirkungsbeurteilung
1. Unter elektronenmikroskopischer Beobachtung ist die Korngrößenverteilung in der Schmelze relativ gleichmäßig, was eine deutliche Verfeinerung der Schmelze anzeigt.
2. Die Korngröße ist klein, mit glatten, frei von Verunreinigungen befindlichen Oberflächen; dies belegt eindrucksvoll, dass die Metallschmelzanlage effektiv zur Kornverfeinerung eingesetzt werden kann.
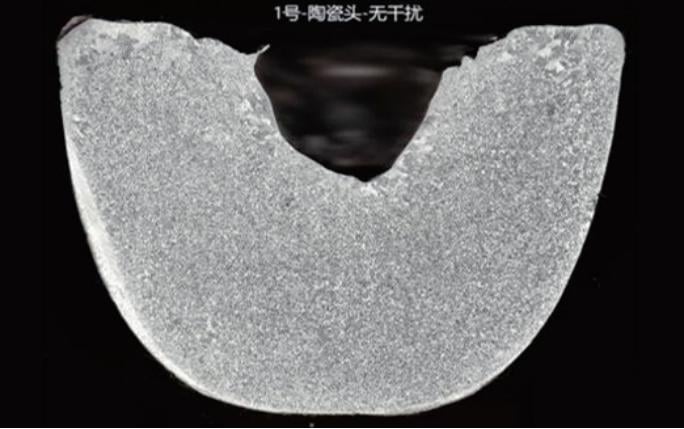
Unter dem Elektronenmikroskop beobachtete Versuchsergebnisse

Versuchsstandort