- Overview
- Recommended Products
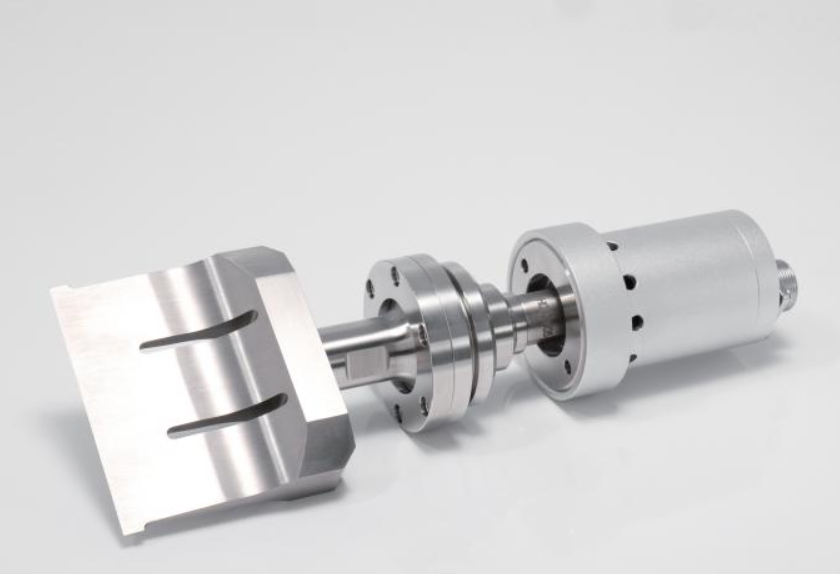
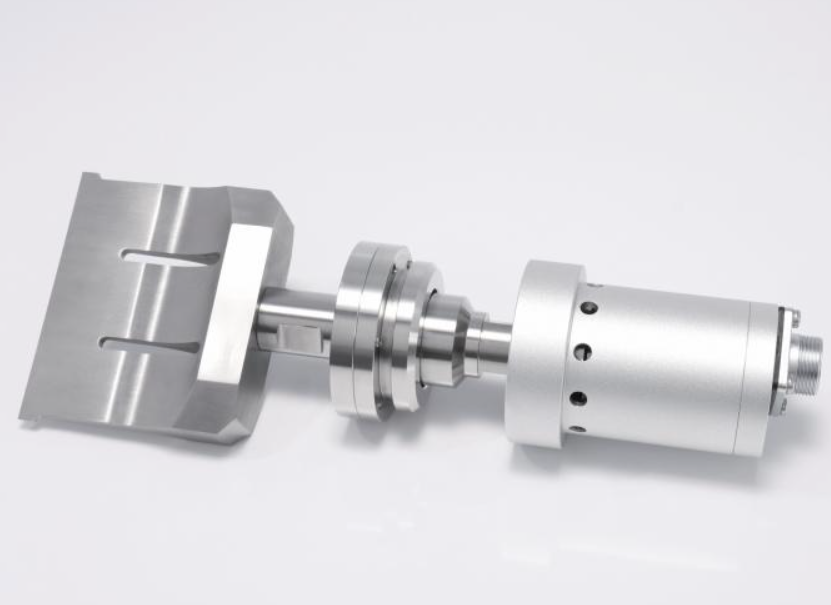
Device Overview
The 40k ultrasonic rubber cutting knife is an advanced device that utilizes ultrasonic energy for rubber cutting, significantly differing from traditional methods. This equipment requires neither sharp blades nor high pressure, effectively preventing rubber edge chipping or damage while producing smooth cut surfaces. Due to its low friction resistance, materials are less likely to adhere to the blade, resulting in excellent performance when cutting adhesive and elastic rubbers. It is suitable for various rubber processing applications such as tire manufacturing, and can be operated manually or integrated into automated production lines, thereby significantly enhancing cutting efficiency and quality.

Operational principle
The working principle of the 40 kHz ultrasonic rubber cutting tool is as follows: an ultrasonic generator converts electrical energy into a high-frequency electrical signal at 40 kHz, which is then transformed by a transducer into mechanical vibrations of the same frequency. These vibrations are amplified by a boom and transmitted to the cutting head. When the cutting head contacts the rubber under high-frequency vibration, it instantly generates localized heat that softens or melts the intermolecular structure of the material. The cutting action is achieved through vibrational impact force rather than requiring heavy compression as in traditional methods, thereby minimizing rubber deformation and adhesion while delivering efficient, smooth cutting results.
Device Advantages
1. Utilizing 40 kHz high-frequency vibration cutting eliminates the need for sharp blades or high pressure, preventing edge chipping, tearing, and adhesion during rubber cutting while producing smooth, flat surfaces with superior quality;
2. The cutting efficiency far exceeds traditional methods; vibration reduces friction, slowing blade wear and extending service life, while blade replacement lowers costs;
3. The device offers flexible operation—suitable for handheld use or integration into automated systems—with consistent performance across various rubber types (including those with strong adhesive properties or elasticity), making it widely applicable in rubber product manufacturing scenarios.
4. The blade width is customizable, enabling the production of ultrasonic equipment better suited to actual operating conditions;
Experimental Demonstration
The following videos demonstrate the advantages of the 40 kHz ultrasonic rubber cutting tool in cutting rubber materials and automated equipment. The entire cutting process is smooth and uninterrupted, environmentally friendly and safe, with no smoke or odor.
Plant parameter
| Total Technical Parameters | Vibrating Component Parameters | Assembling components and materials |
| Specification Model: HC-CKXJ4003GL | Transducer: Piezoelectric ceramic/imported aluminum | Cooling method: Air cooling |
| Total Power: 500W | Amplitude rod: titanium alloy | Maximum service temperature: 0–45°C |
| Operating frequency: 40.0 ± 1 kHz | Tool head: Titanium alloy | Maximum allowable pressure: atmospheric pressure |
| Input Voltage: 220V/50Hz | Fixed flange: Titanium alloy; Protective housing: Titanium alloy |
Cut Example

Raw rubber cutting

Rubber cutting

Cutting of thermally conductive silicone gel

Gum pad cutting
Common Questions Guide
1. Does the ultrasound generated by an ultrasonic cutting knife affect health?
No, ultrasound refers to sound waves with a minimum frequency of 20,000 Hz that are inaudible to the human ear. The decibel level generated during the procedure is kept below 50 (according to the Journal of Natural Science and Medicine, only prolonged exposure above 90 decibels may induce symptoms such as anxiety or palpitations), and it does not adversely affect human health.
2. What are the reasons why an ultrasonic cutting tool may exhibit excellent performance during initial cutting but subsequent cuts show declining performance?
The aforementioned issues arise from multiple factors: the degradation of the transducer's quality factor leads to rapid attenuation of mechanical energy during operation, reduced stability, decreased resonant efficiency, and excessive heat generation.
The transducer and mold are not properly matched, resulting in an imbalance between mechanical energy and thermal energy, which leads to excessive heating and attenuation of the mechanical energy generated during resonance.
The ultrasonic power generator is not properly matched with the ultrasonic components.
3. What are the causes of wave patterns appearing during the cutting process with an ultrasonic cutter?
The appearance of wave patterns during ultrasonic cutting is attributed to insufficient vibration efficiency, resulting in an imbalance between the generated mechanical energy and thermal energy. Adjusting the power level or modifying the output vibration amplitude can improve cutting efficiency and eliminate these wave patterns.