30k超音波交換式ブレードカッティングナイフ
超音波式布地カッター。機械の調整なしで、ほつれのない密閉エッジを実現します。
1. クリーンなエッジシーリング
切断とシーリングを同時に行い、ほつれやエッジの厚み増しを防止します。
2. 黄変や摩耗なし
内部摩擦熱により、表面の変色や生地への損傷が発生しません。
3. 多機能で使いやすい
ハンドヘルドまたは自動化された操作が可能で、さまざまな繊維素材に対応する交換式ブレードを装備しています。
- 概要
- おすすめ製品
製品説明
超音波生地カッターは、さまざまな生地や厚さに対応するために機械を調整することなく、すべての生地に最適なエッジシールを実現するように設計されています。したがって、生産効率が向上し、ダウンタイムが短縮され、さまざまな生地の切断方法が変化します。超音波生地カッターは、強力に加熱されてカットヘッドに迅速に集中し、すべての生地に優れたエッジシールを実現し、何よりも摩擦を防ぎます。
製品詳細
超音波生地カット
異なる生地カット技術
生地カット工程は一般的に冷間カットと熱間カットに分けられます。これらのカット方法にはどちらもある程度の制限があります。冷間カットと比較して、超音波による生地カットでは、熱可塑性材料の切断部分が切断後に溶け合います。熱間カットと比較すると、超音波カットでは切断された生地の端が非常に柔らかくなり、過度な融解収縮による端部の厚みを避けることができます。超音波は生地を内側から加熱するため、生地が黄ばむ心配もありません。
超音波生地カットは、鋭い刃物を使わずにカット対象の素材を局所的に加熱・溶融し、切断を実現する技術です。熱可塑性樹脂板やシート、フィルム、積層材、炭素繊維複合材、生地、ゴムなどの切断が難しい素材のカットによく用いられます。
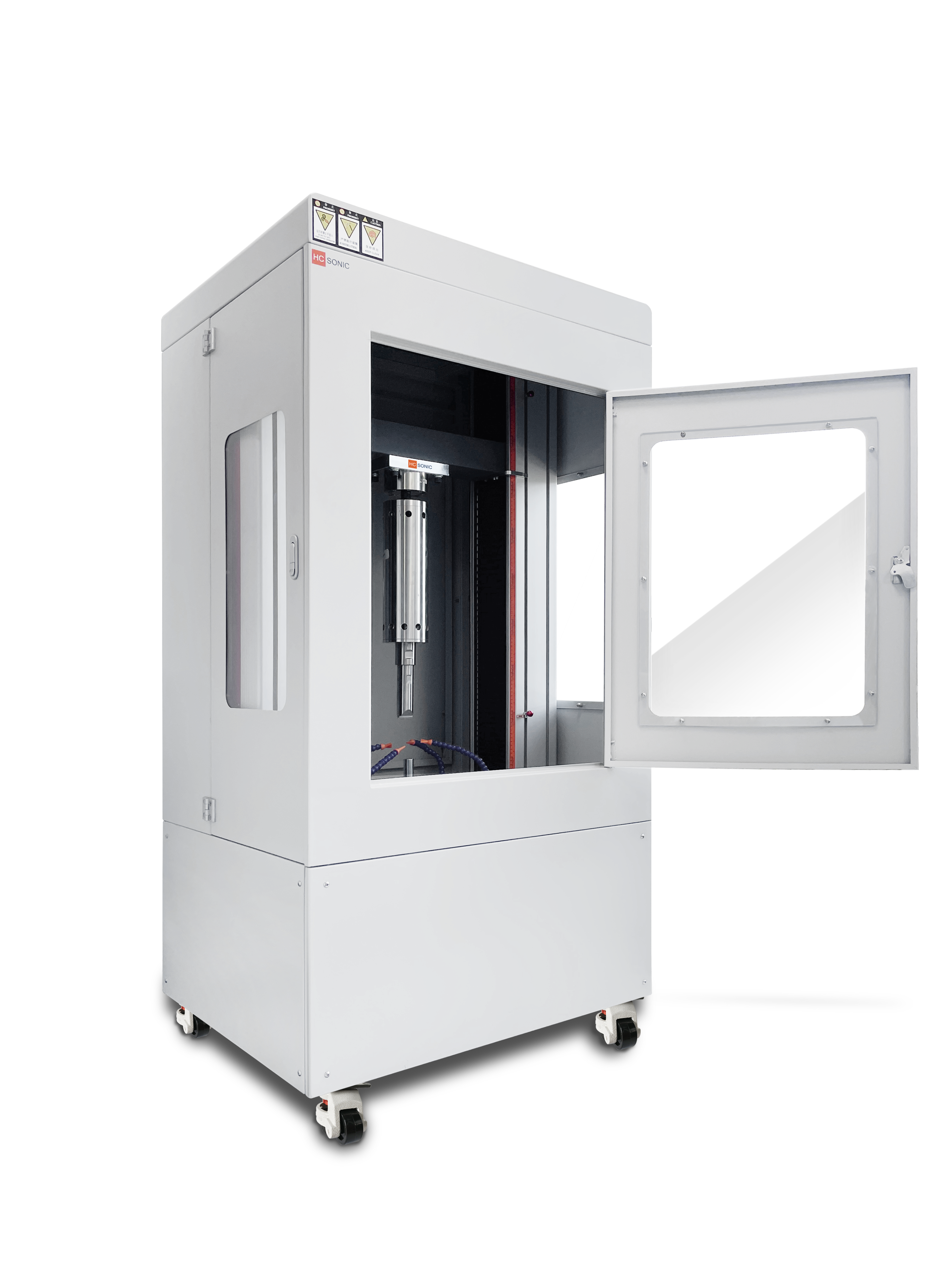
超音波生地カッターは、毎秒40,000回(40kHz)振動し、最大出力が100Wあります。この動作により、樹脂、ゴム、不織布、複合素材などを簡単に切断できます。生地カッターのハウジングはステンレス鋼でできており、ブレードには不活性で硬く、耐摩耗性のある金属(高速度鋼)が使用されており、厚さは0.6mmです。切断する材料と持続的な化学反応を起こすことがありません。ユーザー自身でブレードを交換することが可能であり、高周波振動によって切断面での摩擦抵抗が減少し、ブレードの寿命を延ばしてコストを節約できます。
超音波生地カッターの構成
--超音波発振器(電源)
超音波発生装置は、110VACまたは220VACの電力電流を高周波高電圧電気信号に変換します。
--超音波トランスデューサー
超音波トランスデューサは、超音波発生装置からの高周波電気信号を利用し、それらを直線的な機械運動に変換します。この変換は、電圧を印加すると膨張する圧電セラミックディスクを使用して行われます。
--超音波ブースター(増幅器)
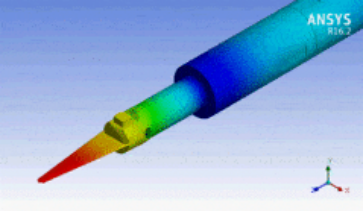
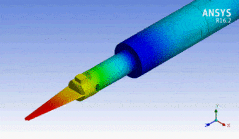
超音波ホーンは調整可能な部品で、トランスデューサの直線振動の変位を特定の用途に必要なレベルまで機械的に調整し、最適な切断性能を実現します。超音波布切断装置は、トランスデューサとホーンを一体構造としているため、発熱が少なく、効率が高く、安定性に優れています。
--超音波切断工具ヘッド(ブレード)
超音波カッティングブレードは、特定の周波数で振動するように設計されたカスタムツールです。これらのツールは、コンピュータモデリング技術を使用して注意深く設計されており、最適な性能と耐久性を実現します。超音波ブレードは、システムの周波数に合せて調整する必要があります。この調整プロセスでは、ブレードヘッドの質量、長さ、幾何学的形状を考慮する必要があります。

超音波生地カッティングナイフは交換可能なブレードを備えています。
超音波生地カットの利点:
―エッジが柔らかいです。
生地のカット面は非常に柔らかく、端部での溶融収縮による過剰な厚み増しを防ぎ、見た目への影響を抑えることができます。
―生地が黄ばまない。
超音波は生地を内部摩擦によって加熱するため、表面温度が高くなりすぎることによる生地の黄ばみが発生しません。
―毛羽立ちや摩耗が発生しません
生地の端を同時に切断およびシーリングすることで、非常にきれいな端を作り出します。これにより生地の縦糸および横糸がずれることもなく、ほつれや損傷を防ぎます。
--鋭い刃先は不要
ブレードは毎秒数万回もの振動と摩擦によって生地を局所的に加熱し溶かすため、特に鋭い刃は必要ありません。
--無公害
超音波カッターの切断中における最大温度は50°Cを超えないため、煙や臭いが発生せず、より安全に使用できます。
--簡単に使える
超音波生地カッターはハンドヘルドで使用できるほか、既存の生産ラインに取り付けることや、ロボットアームに追加装着することも可能です。
--適用範囲が広い
天然繊維、合成繊維、不織布、ニット生地など、さまざまな繊維素材やプラスチックフィルムを切断することが可能です。

切断に適さない製品
--高脂肪および半液体を含む製品
--カットしやすい製品
--不規則な形状の製品
--固体粒子が多く含まれる製品
--非熱融着性製品
超音波カッティング応用分野の現状
近年、超音波カッティングナイフは繊維業界および食品業界で広く使用されています。超音波カッティング装置は、繊維製品、ゴム、熱可塑性フィルム、ニットおよびノンウェーブ素材、またさまざまな食品を精密に切断することが可能です。これらの装置は、ハンドヘルドタイプから自動機に組み込まれたシステムまで幅広くあります。超音波カッティング技術の利点には、精密切断、ソフトマテリアル(例えばケーキなど)の変形を防ぐことができる非接触圧力による切断、特定の素材の端部を同時に行う溶着と切断、高速切断、清掃コストの大幅な削減が含まれます。
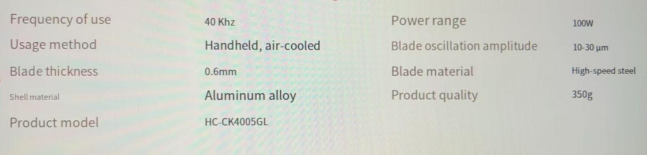
製品仕様は以下の通りです:
超音波プラスチック切断工具の紹介
超音波プラスチック切断技術の主な機能は、接合された部品を分離することです。1秒あたりの高周波振動を用いることで、切断対象材料に加わる圧力を低減し、清潔で均一な切断面の形成を容易にします。超音波プラスチック切断では、超音波エネルギーを用いてプラスチック材料を局所的に加熱・溶融させ、所望の切断効果を実現します。
すべての物体には、その物体が激しく振動し、破断する可能性のある特定の共鳴周波数が存在します。この特定の周波数において正確な外部力を加えると、ごく小さな力でも大きな振動を引き起こすことができます。このような現象を「共鳴」といいます。共鳴技術は、切断刃に大きな振動を発生させるために用いられます。
動作原理、作動原理
超音波プラスチック切断ブレードは、1秒間に30,000回(30 kHz)振動し、最大出力は300 Wです。この振動により、樹脂、ゴム、不織布、複合材料などを容易に切断できます。工具には、ユーザーが簡単に交換可能な1 mm厚の耐摩耗性カーバイドブレードが装備されており、長寿命と運用コストの削減を実現します。優れた保守性に加え、当社製品は作業中にほとんど粉塵、廃水、騒音、煙を発生しないため、環境にも配慮した設計となっています。
超音波プラスチック切断工具は、振動を発生させる超音波トランスデューサーと、そのトランスデューサーを駆動する超音波ジェネレーターで構成されています。トランスデューサー内部には圧電素子(圧電セラミック)が収容されており、超音波ジェネレーターはトランスデューサーの共振周波数に合致した交流電圧をこの圧電素子に印加することで、切断ブレードを含む振動子全体に共鳴を誘起します。また、超音波トランスデューサーにはフィードバック制御システムが備わっており、切断負荷によって生じた周波数または振幅のずれ情報をジェネレーターへ送信します。このシステムにより、切断ヘッドの共鳴状態および振幅の安定性が維持され、工具は常に素材を迅速かつクリーンに切断できます。
超音波ブレード交換式切断工具の紹介
超音波プラスチック切断ナイフは、合金鋼製の交換可能なブレード先端(厚さ1 mm)を備えており、鋭利なブレード先端により切断時の接触面積が小さくなり、発熱を最小限に抑えます。さらに、超音波エネルギーの付与によって切断性能が向上します。本超音波プラスチック切断ナイフは、手動操作および自動化機械用治具の両方に対応しています。

実験デモ
植物パラメーター
| 総技術仕様 | 振動部品のパラメーター | 組立部品および材料 |
| 仕様モデル:HC-CK3003GL1 | トランスデューサー: 圧電セラミック/輸入アルミニウム | 冷却方法: 空冷 |
| 定格出力:300 W/500 W(オプション) | 振幅ロッド:チタン合金 | 最高使用温度:0–45°C |
| 動作周波数:30.0 ± 1 kHz | カッティングブレード:高強度ダイスチール | 最大許容圧力:大気圧 |
| 入力電圧:220V/50Hz | 保護ハウジング:サガンアルミニウム合金 |
切断例

自動切断用

人工皮革の切断

ファイバー切断効果
よくあるご質問ガイド
1. 超音波カッティングナイフから発生する超音波は人体に影響を与えますか?
いいえ。超音波とは、人間の耳には聞こえない周波数20,000Hz以上の音波を指します。本装置による作業中の音圧レベルは50デシベル以下に抑えられており(『自然科学・医学ジャーナル』によると、90デシベルを超える音への長時間曝露のみが、不安感や動悸などの症状を引き起こす可能性があります)、人体に悪影響を及ぼすことはありません。
2. 超音波切断工具が初期の切断時には優れた性能を発揮するものの、その後の切断で性能が低下する原因は何ですか?
上記の問題は、複数の要因に起因します。すなわち、トランスデューサの品質係数(Q値)の劣化により、作動中の機械的エネルギーが急速に減衰し、安定性が低下し、共鳴効率が低下するとともに、過剰な熱が発生します。
トランスデューサと金型のマッチングが不適切であるため、機械的エネルギーと熱エネルギーの間にアンバランスが生じ、結果として過剰な発熱および共鳴時に発生する機械的エネルギーの減衰が引き起こされます。
超音波電源装置と超音波部品とのマッチングが不適切です。
3. 超音波カッターによる切断工程中に波状パターン(ウェーブパターン)が現れる原因は何ですか?
超音波切断時に波状パターンが現れるのは、振動効率が不十分であるために生じる機械エネルギーと熱エネルギーのバランスの乱れによるものです。出力電力レベルを調整するか、出力振幅を変更することで、切断効率を向上させ、これらの波状パターンを解消できます。