- Overview
- Recommended Products
Introduction to Ultrasonic Plastic Cutting Tools
The primary function of ultrasonic plastic cutting technology is to separate connected components. By employing high-frequency vibrations per second, it reduces the pressure exerted on the material being cut, thereby facilitating the creation of neat and clean cutting surfaces. Ultrasonic plastic cutting utilizes ultrasonic energy to locally heat and melt the plastic material, achieving the desired cutting effect.
Every object possesses a specific resonant frequency at which it vibrates intensely and may fracture. Applying a precise external force at this particular frequency—even a minimal force—can induce significant vibration; this phenomenon is termed resonance. Resonance technology is employed to generate substantial vibrations in cutting edges.
Advantages of the integrated cutting knife
1. Soft edges: The fabric cutting edges are exceptionally soft to prevent excessive thickening due to melt shrinkage, which could compromise aesthetic appearance.
2. The fabric does not yellow; since ultrasonic heating is achieved through internal friction within the fabric, there is no risk of discoloration due to excessive surface temperature.
3. No edge chipping or wear; edge sealing is performed simultaneously during fabric cutting, resulting in exceptionally neat edges. Neither the warp nor weft yarns of the fabric will shift, nor will edge chipping or damage occur.
4. No need for a sharp blade tip; the vibration and friction of the blade tip occurring tens of thousands of times per second cause localized heating and melting of the fabric, thus eliminating the requirement for an exceptionally sharp blade tip.
5. Pollution-free: During cutting, the maximum temperature of the ultrasonic blade does not exceed 50°C, thus eliminating smoke and odors, ensuring safer operation.
6. Easy to use; the ultrasonic fabric cutting knife can be operated handheld, installed on existing production lines, or mounted onto robotic arms.
7. Wide application range: Various textile materials and plastic sheets can be cut using ultrasonic technology, including natural fibers, synthetic fibers, nonwovens, and knitted fabrics.
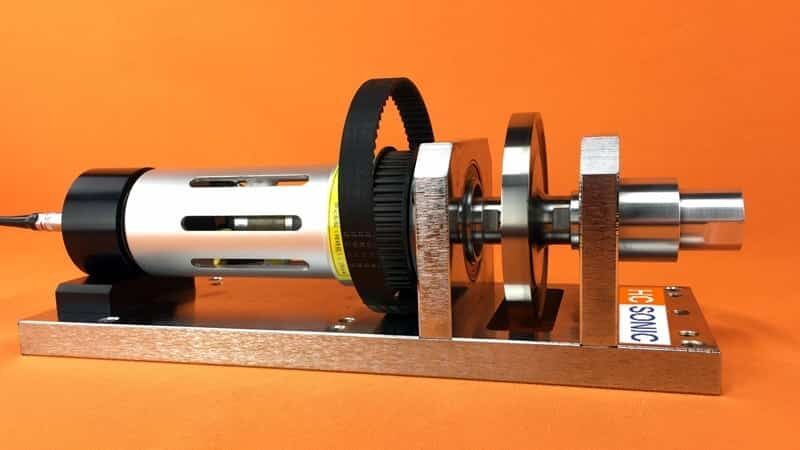
Introduction to the Integrated Ultrasonic Cutting Knife
The 30K ultrasonic integrated cutting knife is an efficient tool that combines 0 kHz (thousand-hertz) ultrasonic vibration with mechanical cutting, primarily designed for precise cutting of soft, adhesive, or composite materials. Its fundamental principle involves inducing micro-vibrations in the blade tip through high-frequency ultrasonic vibrations (30,000 cycles per second), thereby reducing cutting resistance and achieving cleaner, faster cutting results.

Experimental Demonstration
Plant parameter
| Total Technical Parameters | Vibrating Component Parameters | Assembling components and materials |
| Specification Model: HC-CKY3001GL | Transducer: Piezoelectric ceramic/imported aluminum | Cooling method: Air cooling |
| Total Power: 300W/500W (optional) | Amplitude rod: titanium alloy | Maximum service temperature: 0–45°C |
| Operating frequency: 30.0 ± 1 kHz | Cutting blade: tungsten steel | Maximum allowable pressure: atmospheric pressure |
| Input Voltage: 220V/50Hz | Protective housing: SAGANG aluminum alloy |
Cut Example


Common Questions Guide
1. Does the ultrasound generated by an ultrasonic cutting knife affect health?
No, ultrasound refers to sound waves with a minimum frequency of 20,000 Hz that are inaudible to the human ear. The decibel level generated during the procedure is kept below 50 (according to the Journal of Natural Science and Medicine, only prolonged exposure above 90 decibels may induce symptoms such as anxiety or palpitations), and it does not adversely affect human health.
2. What are the reasons why an ultrasonic cutting tool may exhibit excellent performance during initial cutting but subsequent cuts show declining performance?
The aforementioned issues arise from multiple factors: the degradation of the transducer's quality factor leads to rapid attenuation of mechanical energy during operation, reduced stability, decreased resonant efficiency, and excessive heat generation.
The transducer and mold are not properly matched, resulting in an imbalance between mechanical energy and thermal energy, which leads to excessive heating and attenuation of the mechanical energy generated during resonance.
The ultrasonic power generator is not properly matched with the ultrasonic components.
3. What are the causes of wave patterns appearing during the cutting process with an ultrasonic cutter?
The appearance of wave patterns during ultrasonic cutting is attributed to insufficient vibration efficiency, resulting in an imbalance between the generated mechanical energy and thermal energy. Adjusting the power level or modifying the output vibration amplitude can improve cutting efficiency and eliminate these wave patterns.