Équipement de fusion métallique à ultrasons
Équipement ultrasonique de fusion métallique destiné au dégazage, à l’affinement de la structure cristalline et à l’amélioration de la qualité de la coulée.
1. Impact de cavitation
L’effondrement des bulles génère une pression extrême permettant un mélange et un dégazage efficaces.
2. Effets thermiques et hydrodynamiques
Les effets combinés de la chaleur et du flux acoustique améliorent la fluidité et la circulation.
3. Amélioration de la qualité de la coulée
Élimine les impuretés et les bulles tout en affinant la structure cristalline.
- Aperçu
- Produits recommandés
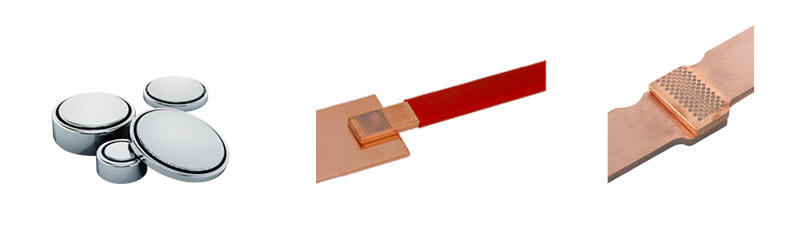
- Le processus de soudage est simple et facile à apprendre, réduisant considérablement la quantité de soudure utilisée. En même temps, il diminue les heures de main-d'œuvre nécessaires à la production et améliore nettement l'efficacité de production dans les mêmes conditions ;
- Il améliore sensiblement la conductivité du produit, réduit la résistance du circuit, augmente la surface de contact et prolonge la durée de vie de la tête d'outil de soudage par immersion ;
- Aucun flux auxiliaire ni agent nettoyant n'est requis, ce qui réduit la corrosion et empêche la pollution de l'eau et de l'air. De plus, il ne provoque pas de soudures froides ni de courts-circuits ;
- En microscopie électronique, la distribution des tailles de grains dans le métal en fusion est relativement uniforme, et l'effet de raffinement du métal en fusion est important.
- La taille des grains est fine, la surface est plane et exempte d’impuretés ; l’effet est net, ce qui prouve que l’équipement pour métaux en fusion peut être utilisé pour l’affinage des grains.
Aperçu de l'appareil :
L'équipement d'ultrasons pour la fusion des métaux est principalement utilisé pour éliminer les impuretés, les bulles, affiner les grains et améliorer la qualité des pièces moulées. C'est une technologie propre et relativement efficace. La porosité est l'un des principaux défauts des pièces moulées en alliage d'aluminium, car elle peut nuire aux propriétés mécaniques et à l'étanchéité à pression des pièces moulées. L'apparition de porosité dans les pièces moulées est due à la précipitation des gaz à partir du métal liquide pendant la solidification, ou parce que le métal liquide ne peut pas compenser la contraction volumique à travers les régions interdendritiques. Par conséquent, l'élimination efficace des bulles est un maillon essentiel pour améliorer la qualité des pièces moulées.

équipement d'ultrasons 20k pour la fusion des métaux (Tête d'outil en céramique)

équipement d'ultrasons 15k pour la fusion des métaux (Tête d'outil en alliage de titane)
Principe de fonctionnement :
Effet thermique L'action thermique ultrasonique peut produire deux formes d'effets thermiques. L'une est l'effet thermique produit par des ondes continues, et l'autre est l'effet thermique instantané. La combinaison de ces deux effets intensifie les frottements internes, entraînant l'absorption d'une partie de l'énergie acoustique et sa conversion en énergie du milieu, ce qui favorise l'élévation de la température du milieu liquide et modifie la viscosité et la fluidité de la solution.
Effet d'écoulement acoustique Lorsque l'onde ultrasonore atteint une certaine intensité, le jet d'écoulement provoqué par l'effet d'écoulement acoustique circule dans toute la fonte métallique, créant un courant de circulation. L'écoulement acoustique résulte d'une combinaison d'interactions laminaire et turbulente, exerçant sur la fonte métallique un effet de vibration et d'agitation intenses.
Effet de cavitation La cavitation est un phénomène physique provoqué par les ondes ultrasonores, qui constitue la principale raison pour laquelle ces ondes peuvent affiner les métaux en fusion. Lorsqu’on applique des ondes ultrasonores de haute intensité à un liquide, les ondes se propageant dans ce milieu liquide génèrent des cycles alternés de haute pression (compression) et de basse pression (raréfaction). Pendant le cycle de raréfaction, les ondes ultrasonores de haute intensité créent dans le liquide de véritables bulles de vide ou des cavités. Lorsque ces bulles atteignent un volume tel qu’elles ne peuvent plus absorber d’énergie, elles implosent violemment au cours du cycle de compression. L’implosion de petites bulles peut engendrer, au moment de leur effondrement, des pressions allant jusqu’à plusieurs dizaines de milliers d’atmosphères, exerçant ainsi un fort impact sur le liquide voisin et permettant d’obtenir un effet de mélange.
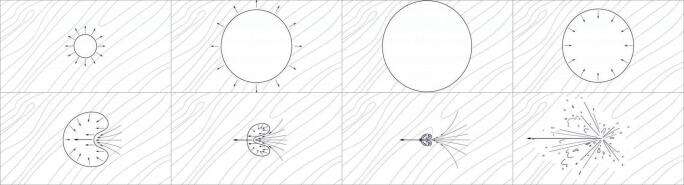
Illustration de la cavitation
Avantages de l'équipement :
L’expérience démontre :
Comparaison des têtes d'outils en matériaux différents
La tête d'outil en alliage de titane à haute résistance, équipée d'un dispositif ultrasonique de fusion des matériaux, est plus résistante à la corrosion et à la chaleur, et peut supporter des températures allant jusqu'à 1300°C. L'effet d'interaction entre les micro-molécules du matériau fondu est plus direct et marqué. De plus, elle s'installe facilement sans nécessiter de modifications de l'équipement de production existant ou du flux de processus du client.

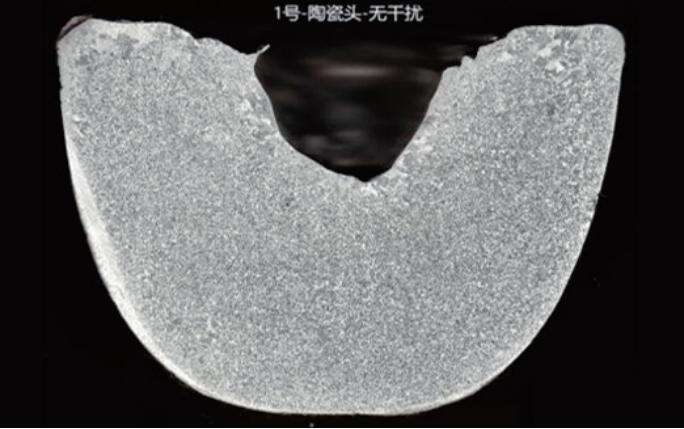
Tête d'outil céramique
Durant le processus de coulée ultrasonique des métaux fondus, la tige d'outil entre en contact direct avec les métaux fondus à haute température, assurant ainsi la transmission des ondes ultrasonores et permettant le traitement ultrasonique des métaux fondus. Dans l'environnement du métal fondu à haute température, l'action combinée de l'érosion due à la fusion et de la contrainte thermique endommage rapidement les tiges d'outils fabriquées à partir de matériaux ordinaires. Les matériaux céramiques présentent des avantages tels qu'une bonne résistance à l'érosion par fusion à haute température et à l'usure, et ont ainsi été utilisés comme choix de matériaux pour les têtes d'outils ultrasoniques.

Tête d'outil en alliage de titane
Traitement de fusion métallique
Élimination des impuretés
Il est très difficile pour les petites inclusions présentes dans l'acier liquide de remonter à la surface, et ce n'est que lorsqu'elles s'agglomèrent qu'elles peuvent plus facilement flotter. L'utilisation d'équipements de fusion métallique par ultrasons permet d'introduire des ultrasons dans la solution, dont l'onde stationnaire peut stratifier et concentrer efficacement les inclusions pulvérulentes dans la solution.
Élimination des gaz
Lorsque des vibrations élastiques d'ultrasons sont introduites dans un métal fondu, il se produit un phénomène de cavitation. Les gaz dissous dans le métal liquide migrent vers les cavités, favorisant ainsi la formation d'un noyau de bulle qui croît continuellement jusqu'à atteindre une taille permettant son élimination du métal fondu.
Affinage du grain
Durant le processus de coulée continue d'alliage aluminium-silicium, le traitement ultrasonique peut affiner le grain de la billette coulée, améliorant ainsi la déformabilité plastique de l'alliage pour une meilleure utilisation dans les matériaux de construction et les pistons moteurs automobiles. L'application d'ultrasons sur le liquide d'alliage d'aluminium peut éviter la formation d'inclusions oxydées et affiner sa microstructure.
Amélioration de la qualité de coulée
Agissant sur le moule, il améliore la qualité de surface de la billette. Il peut être utilisé pour les billettes carrées petites, grandes et les brames, sans glissement négatif pendant la vibration ultrasonore. Après l'application de la vibration ultrasonore sur le moule durant la coulée de petites et grandes billettes carrées, on obtient une surface lisse de la billette.
Expérience d’affinage de la taille des grains :
 |
 |
| Étape 1 : Chauffage et fusion du bloc d'aluminium | Étape 2 : Traitement ultrasonique |
 |
 |
| Étape 3 : Résultat final de l'ingot d'aluminium | Étape 4 : Face terminale céramique nitrure de silicium |
Résultats expérimentaux

Site de l'expérience