- Overview
- Recommended Products
Introduction to Ultrasonic Acoustic Chemistry
From April 8 to 11,1986, the first International Symposium on Chemistry was held at the University of Warwick in the UK, marking the birth of a new interdisciplinary field known as sonochemistry—a branch of chemistry that investigates chemical reactions or changes in reaction processes induced by mechanical waves, also referred to as mechanical wave chemistry. The wavelength of mechanical waves used in chemical reactions typically ranges from 6.9 to 17 millimeters; devices generating these waves are called mechanical wave generators, whose core components include piezoelectric crystals or magnetostrictive elements. Sonochemistry is essentially an emerging interdisciplinary discipline focused on utilizing mechanical waves to accelerate chemical reactions and enhance yields. These reactions do not arise from direct interactions between mechanical waves and molecular substances, as the commonly employed wavelengths in liquids (10 cm to 0.015 cm) are significantly larger than the molecular scale. Instead, sonochemical reactions primarily originate from mechanical wave-induced cavitation—the formation, growth, contraction, and eventual collapse of bubbles within liquids, which triggers distinct physical and chemical transformations.
Chemical Principles of Sonics
Cavitation effect – When mechanical waves propagate through a liquid, the intense motion of liquid particles generates small cavities within the liquid. These cavities rapidly expand and collapse, causing violent collisions between particles that produce pressures ranging from several thousand to tens of thousands of atmospheres. Such intense interactions between particles lead to a sudden rise in liquid temperature, providing effective agitation that enables emulsification between two immiscible liquids (e.g., water and oil), accelerates solute dissolution, and promotes chemical reactions. These various effects induced by mechanical waves in a liquid are collectively referred to as the cavitation effect of mechanical waves.
Mechanical wave effect – During propagation, mechanical waves interact with the medium, causing changes in phase and amplitude that can alter the state, composition, structure, function, and properties of the medium. Such changes are referred to as the mechanical wave effect. The interaction between mechanical waves and the medium can be categorized into mechanical mechanisms and cavitation mechanisms. In a chemical reaction system facilitated by mechanical waves, these mechanisms act individually or synergistically to catalyze the reaction. The application of mechanical waves in chemical reactions enhances reaction rates, reduces reaction time, improves selectivity, and enables the initiation of reactions that would not occur in the absence of mechanical waves. Due to their unique reaction characteristics, mechanical wave chemistry has garnered significant attention and represents one of the most important and dynamic research areas in synthetic chemistry.
Introduction to Emulsification
The manufacturing processes for emulsions vary significantly across different industries, depending on the components used (mixtures comprising various substances in solution), emulsification methods, and additional processing conditions. An emulsion is a dispersion of two or more immiscible liquids; ultrasonic emulsification equipment delivers high-intensity ultrasound energy to disperse the liquid phase (dispersing phase) into small droplets within the second phase (continuous phase).
Two liquids can form various types of emulsions; for example, oil-in-water and water-in-oil emulsions. In an oil-in-water emulsion, the oil serves as the dispersed phase while water acts as the dispersing medium. Conversely, they can form water-in-oil emulsions where water is the dispersed phase and oil constitutes the continuous phase. Additionally, multiple emulsion configurations may arise, including "water-in-oil-in-water" and "oil-in-water-in-oil" emulsions.
Introduction to Ultrasonic Emulsification
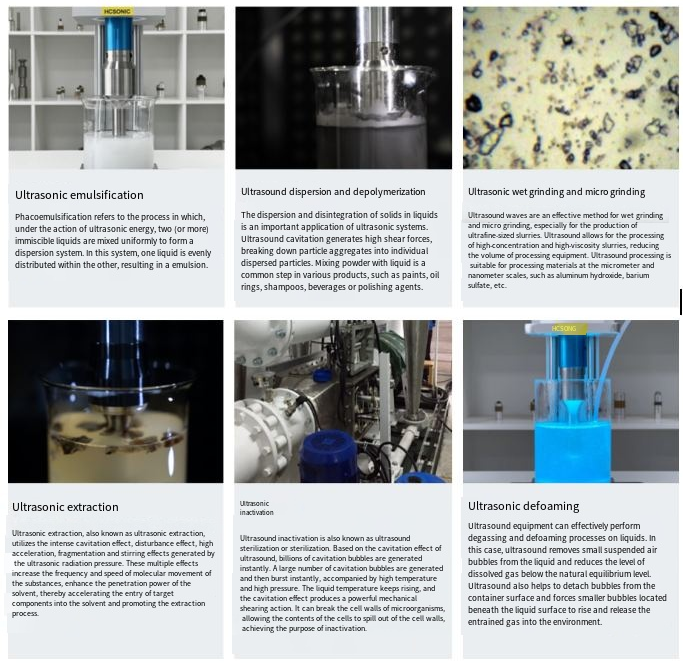
Ultrasonic emulsification refers to the process of uniformly mixing two (or more) immiscible liquids under ultrasonic energy to form a dispersion system, wherein one liquid is evenly distributed within the other to create an emulsion. Ultrasonic emulsification technology has been widely applied in various industrial sectors including food processing, papermaking, coatings, chemical industry, pharmaceuticals, textiles, petroleum, and metallurgy.
Emulsion process
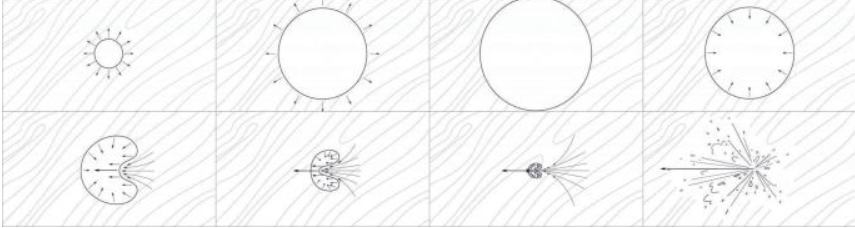
Ultrasonic emulsification is induced by cavitation effects. Ultrasonic waves propagating through a liquid cause continuous compression and expansion of the liquid. High-intensity ultrasound provides the energy required for phase dispersion. Upon reaching maximum pressure, liquid rupture occurs at regions with weaker cohesive forces. Following this rupture, overpressure develops at the site of breakdown, resulting in the formation of cavities. Within these cavities, dissolved gases in the liquid erupt as bubbles within a short period of time.
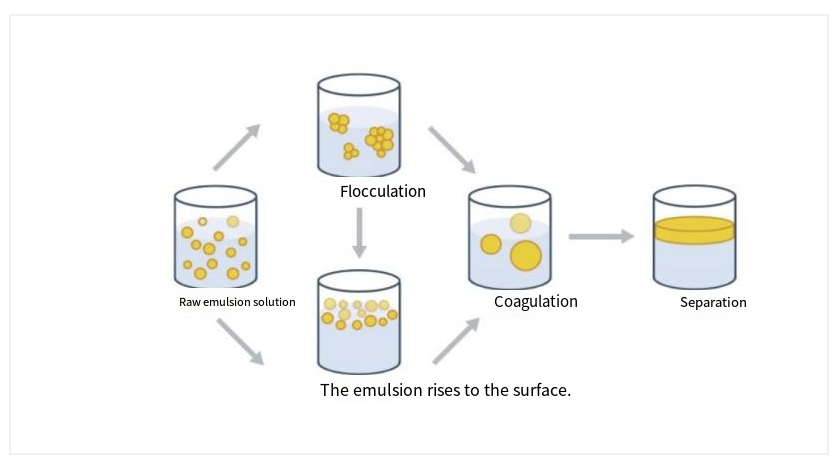
Emulsion instability leads to coalescence
To stabilize the newly formed dispersed phase droplets and prevent coalescence, an emulsifier (a surfactant) and a stabilizer are added to the emulsion. The final droplet size distribution is maintained at the same level as that observed after droplet rupture in the ultrasonic dispersion zone.
The cavitation process is influenced by ultrasonic frequency and intensity. The formation of cavities in a medium largely depends on the presence of undissolved gases suspended in the liquid, with these gases acting as catalysts. Under specific pressure conditions, cavity formation is determined to some extent by development time and ultrasonic frequency. Ultrasonic emulsification represents a competition between opposing processes; therefore, appropriate operating conditions and frequencies must be selected to ensure that the disruption effect predominates.
The required ultimate sound intensity for preparing an oil-in-water emulsion is significantly lower than that needed for a water-in-oil emulsion. The type of acoustic field—specifically the application of traveling waves—influences the emulsification process, resulting in higher efficiency compared to the use of standing waves. This can be explained by the fact that, in a standing wave field, coalescence—the opposite process of dispersion—is dominant.

Ultrasonic Paraffin Emulsification Experiment
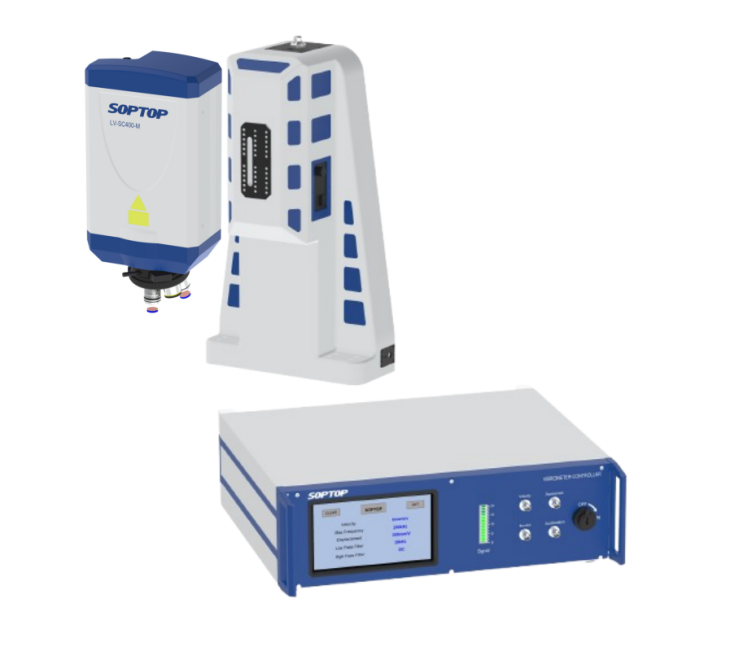
Device Overview
The system consists of one or more ultrasonic processors with power capacities ranging from several kilowatts, effectively bridging laboratory research with industrial production. It delivers results comparable to those of today's top-tier high-pressure homogenizers, enabling the production of finely dispersed emulsions in both continuous flow and batch modes. The equipment requires minimal maintenance and is highly user-friendly for operation and cleaning. Its adjustable power output allows precise customization to meet specific emulsification requirements.
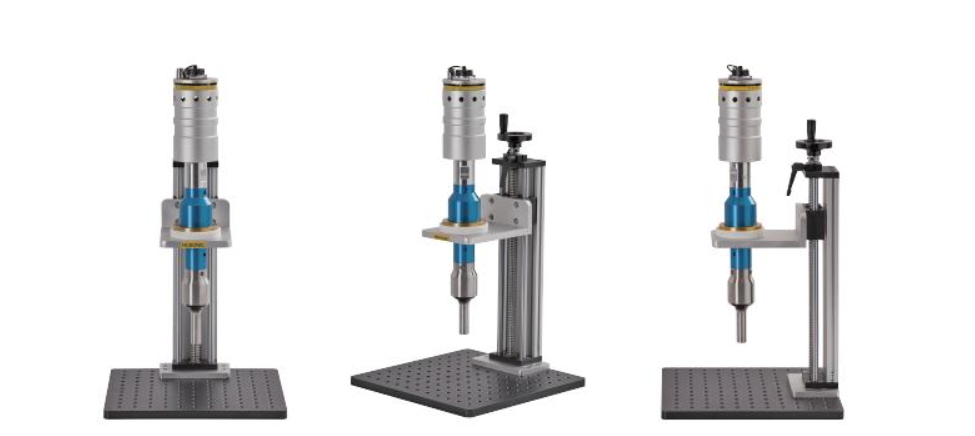
Viewed from different angles
Advantages of conventional tool head equipment:
1. Ability to control the type of emulsion.
2. The power required for emulsion production is low.
3. The resulting emulsion exhibits enhanced stability, with some formulations remaining stable for several months to over six months.
4. High concentration: the pure emulsion concentration can exceed 30%, and when an emulsifier is added, it can reach up to 70%.
5. Low cost: A key feature of ultrasonic emulsification is its ability to produce highly stable emulsions with minimal or no use of emulsifiers.
6. Compared with conventional emulsification processes and equipment (such as propellers, colloid mills, and homogenizers), ultrasonic emulsification offers numerous advantages.
Test Display
During ultrasonic processing of liquids, sound waves propagating through the liquid medium generate alternating cycles of high pressure (compression) and low pressure (depression). During these pressure cycles, tiny vacuum bubbles or voids form within the liquid; when these bubbles reach a volume where they can no longer absorb energy, they collapse violently—a phenomenon known as cavitation. During implosion, extremely high local temperatures and pressures are achieved, and the implosion of cavitation bubbles results in liquid jet velocities reaching up to 280 m/s.
Plant parameter
| Total Technical Parameters | Vibrating Component Parameters | Assembling components and materials |
| Specification Model: HC-LP2005GL-1 | Cooling method: Air cooling | Transducer: Piezoelectric ceramic/imported aluminum |
| Device Power: 300W/500W | Maximum service temperature: 0–45°C | Amplitude rod: High-quality aviation-grade aluminum |
| Operating frequency: 20.0 ± 1 kHz | Maximum allowable pressure: atmospheric pressure | Tool head: High-strength titanium alloy |
| Input Voltage: 220V/50Hz | Vibration component power: 500W | Fixed flange: High-strength aluminum alloy |
Applications of sonochemical equipment
Ultrasonic emulsification equipment is widely used in industrial sectors such as food, papermaking, coatings, chemicals, pharmaceuticals, textiles, petroleum, and metallurgy. It can be easily integrated into existing production lines, enabling manufacturers to upgrade their equipment at low cost. Ultrasonic emulsification also enables the preparation of emulsions that cannot be achieved by conventional methods. While conventional mixing techniques can only produce 5% wax emulsions in water, it is remarkable that under ultrasonic power, 20% wax emulsions can be manufactured.
Common Questions Guide
1. What to do if the temperature is excessively high during liquid processing?
① Use pulse mode. ② Use ice cooling combined with pulse mode. ③ The cooler provides additional cooling capacity. ④ Use a tool head resistant to high temperatures during processing.
2. How to cool the transducer?
Prolonged ultrasonic treatment can cause heat to transfer from the probe head to the transducer. Overheating may severely damage the transducer and the entire ultrasonic system. For larger samples requiring continuous processing for more than 30 minutes, it is recommended to install an air cooling device for the transducer.
3. How to select the appropriate container?
Container shape and size: Narrow containers are preferable to wide ones, as ultrasonic energy is generated at the end surface and transmitted downward. During sample processing, the liquid is pushed downward and dispersed in all directions. If the container is too wide, effective mixing cannot be achieved, and some samples may remain untreated around the edges. For a given volume, processing time is shorter in wider containers compared to narrow containers (approximately twice as long). Additionally, the probe must not contact the container's sides or bottom. End surface diameter: -1/4 inch (6 mm): Processing range: 10 mL – 50 mL -1/2 inch (12 mm): Processing range: 20 mL – 250 mL -3/4 inch (19 mm): Processing range: 50 mL – 500 mL -1 inch (25 mm): Processing range: 100 mL – 1000 mL Each tool head has a recommended sample volume range; using the appropriate tool head size is crucial not only for reducing processing time but also for extending its service life. The use of a stirring rod can further increase the maximum processing capacity of the probe.
4. What is the minimum droplet size achievable with ultrasonic processing?
Ultrasonic processors can be utilized to produce stable, high-quality nanoemulsions, including semi-transparent nanoemulsions with droplet sizes below 100 nm.
5. Is using a constant power of 70% for sample processing appropriate?
You should test other power levels and evaluate their impact on results. If identical results are achieved at 50%, there is no need to use 70%. However, it is recommended to maintain power below 80% to extend probe lifespan.
6. Immersion depth of the vibrating component and bubble formation issues.
The tip of the tool must be properly submerged; if the tip is not fully submerged, the sample may foam or develop bubbles. If the tip is too deep, effective sample circulation cannot occur. Both scenarios will lead to poor results. Foaming frequently occurs when the sample volume is below 1 mL and can also be induced by setting an excessively high amplitude.
7. How to address cavitation on the tip surface of liquid handling tool heads?
The equipment is equipped with replaceable tip tool heads (replacement caps), which feature rigid threads at their ends for connection to the tool head. When the replacement cap wears out due to cavitation, it can be removed and replaced.
8. Is ultrasound harmful to humans? What are the safety precautions?
Noise is the only known concern. To reduce the noise level of an ultrasonic processor to an acceptable level, it should be minimized to approximately 25 BA. The simplest solution is to wear professional noise-canceling earplugs; they are inexpensive and widely available, though their use may be inconvenient in many public settings. Another option is to house the ultrasonic processor within a noise-reducing enclosure (silencer or soundproof housing). For laboratory-grade equipment, such enclosures are readily available but must provide adequate noise reduction performance.