Ультразвуковые паяльники также называются ультразвуковыми оловянными машинами и ультразвуковыми паяльными машинами. Они используют кавитационный эффект ультразвука для пайки металлических и неметаллических материалов без флюса. Главное отличие от обычных паяльников заключается в том, что для материалов, которые сложно олуживать, ультразвуковые паяльники могут напрямую паять стекло, керамику, титановые сплавы, нержавеющую сталь, молибденовые сплавы и другие материалы без предварительной металлизации стекла и керамики, значительно упрощая процесс и снижая затраты. Ультразвуковое паяльное оборудование является типом сварочного оборудования, которое считается более экологичным. В сравнении с традиционным паяльным оборудованием, ультразвуковое паяльное оборудование выделяет много тепла во время сварки и сочетает высокочастотные колебания ультразвука, чтобы минимизировать влияние оксидной пленки на поверхности обрабатываемого объекта на качество сварки, а также исключает образование пузырьков, характерное для традиционного процесса сварки.
ультразвуковой паяльник мощностью 40к
ультразвуковой паяльник мощностью 60к
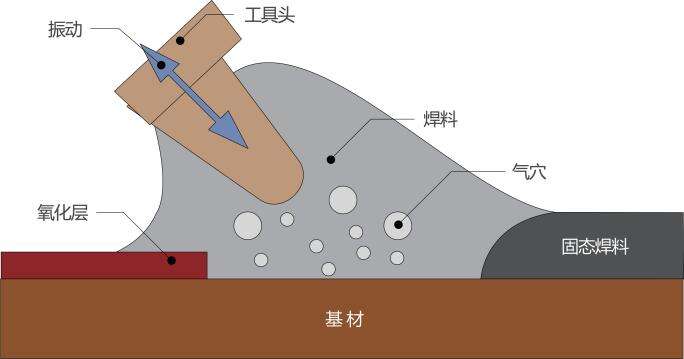
Как это работает
В процессе ультразвуковой пайки тепло от отдельного источника энергии плавит припой перед применением вибрационной энергии. Расплавленный припой затем служит средой для передачи ультразвуковых колебаний. При подаче высокочастотной вибрационной энергии на расплавленный припой вызывается контролируемая акустическая кавитация на конце паяльного инструмента, чтобы разрушать и рассеивать оксиды поверхности. Микропузырьки кавитации лопаются, очищая все поверхности и позволяя жидкой оловянной массе смачивать и соединяться с чистыми металлами.
Преимущества оборудования
Устранение явления ложной пайки Нет необходимости полагаться на феномен уменьшения флюса; высокотемпературные характеристики оборудования могут надежно спаивать материалы и олово вместе.
Высокое качество Высокая скорость, эффективность и качество сварки. Точка сварки надежна, и не будет возникать явления отслоения сварки.
Не требуется флюс Он может паять компоненты, которые сложно паять традиционными электрическими паяльниками, такие как стекло, керамика и другие предметы, которым требуется флюс.
Удобство использования Оборудование компактное и легкое, удобное для перемещения и эксплуатации. Простое управление, свободная регулировка температурного диапазона, легкость в использовании.
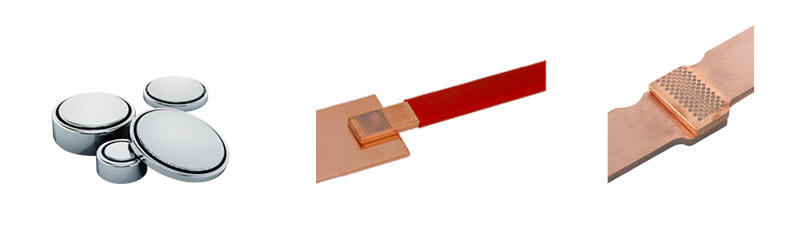
8. Соединение электродов с передними и задними контактами солнечных элементов (кристаллический/тонкопленочный);
9. Склейка на металле/жидкокристаллическом стекле, гибридных интегральных схем (точки);
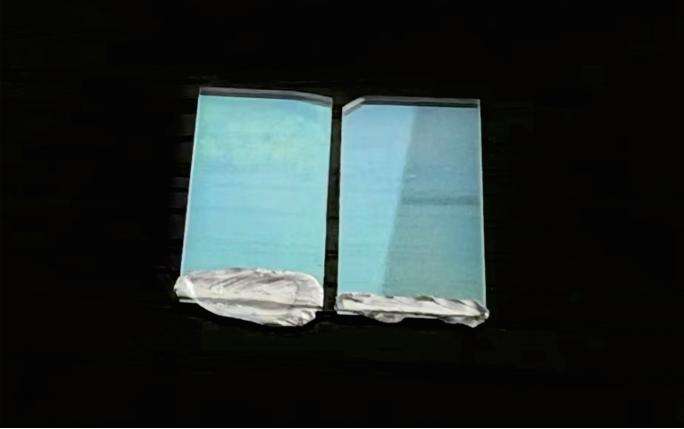
Экспериментальная демонстрация
Стекло, используемое в этом эксперименте, является государственным стандартом 3C-стекла. Из экспериментального процесса видно, что оловление паяльного оборудования более прочное и менее подвержено отслаиванию после включения ультразвука.
Параметры оборудования
параметры оборудования ультразвукового паяльника мощностью 40 кВт
В: Повлияет ли ультразвук, производимый ультразвуковым ножом, на мое здоровье? О: Нет, ультразвук — это звуковая волна с минимальной громкостью 20 000 Гц/с, которая не слышна человеческим ухом. Уровень децибелов, создаваемых во время процесса резки, составляет менее 50 (журнал Natural Science Medicine показывает, что только длительное воздействие более 90 децибел может вызвать у людей такие проблемы, как тревога и паника), и это не повлияет на здоровье человека.
В: Почему ультразвуковой нож иногда хорошо режет продукты во время процесса резки, но затем качество резки снижается? О: Причин вышеуказанных проблем может быть много:
(1) Коэффициент качества преобразователя уменьшается, что приводит к слишком быстрому затуханию механической энергии, вырабатываемой преобразователем во время работы, в результате чего возникает плохая стабильность, снижение резонансной эффективности и избыточное тепло.
(2) Преобразователь и форма плохо совместимы, и механическая энергия с тепловой энергией не сбалансированы, что приводит к чрезмерному нагреву и затуханию механической энергии, порождаемой резонансом.
(3) Ультразвуковой генератор мощности плохо согласован с ультразвуковыми компонентами.
В: По каким причинам появляются рipples при резке продукции ультразвуковым ножом? Причина появления рipples при резке продуктов ультразвуковым ножом заключается в том, что эффективность вибрации недостаточна, и два вида энергии, механическая энергия и тепловая энергия, не достигли соответствующего баланса. Изменяя мощность и регулируя выходную вибрацию, можно изменить эффективность резки и устранить рipples, которые появляются при резке продуктов.