Ultraschall-Lötkolben werden auch als Ultraschall-Verlötmaschinen und Ultraschall-Lötmaschinen bezeichnet. Sie nutzen die Kavitationswirkung von Ultraschall, um Metalle und nicht metallische Materialien ohne Flussmittel zu verlöten. Der größte Unterschied zu herkömmlichen Lötkolben besteht darin, dass für schwer verlötbares Material Ultraschall-Lötkolben direkt Glas, Keramik, Titanlegierungen, Edelstahl, Molybdänlegierungen und andere Materialien verlöten können, ohne dass Glas und Keramik metallisiert werden müssen, was den Prozess und die Kosten erheblich vereinfacht. Ultraschall-Lötkolben-Geräte sind eine Art Schweißgeräte, die als umweltfreundlicher eingestuft werden. Im Vergleich zu traditionellen Lötkolben-Geräten entwickeln Ultraschall-Lötkolben-Geräte während des Schweißprozesses viel Wärme und kombinieren die Hochfrequenzschwingungen des Ultraschalls, um den Einfluss der Oxidschicht auf der Oberfläche des zu behandelnden Objekts auf das Schweißen zu reduzieren, und es tritt kein Blasenphänomen wie beim traditionellen Schweißprozess auf.
40k Ultraschall-Lötkolben-Ausrüstung
60k Ultraschall-Lötkolben-Ausrüstung
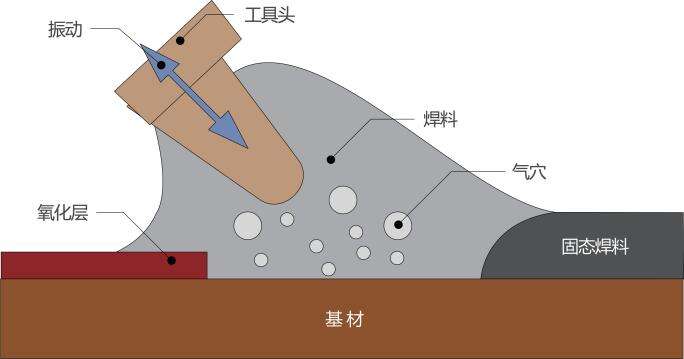
Wie es funktioniert
Im Ultraschall-Lötprozess schmilzt Wärme aus einer separaten Energiequelle das Lot, bevor Schwingungsenergie angewendet wird. Das flüssige Lot dient dann als akustisches Übertragungsmedium für die Ultraschall-Schwingungen. Wenn Hochfrequenz-Schwingungsenergie auf das flüssige Lot angewendet wird, wird kontrollierte akustische Kavitation an der Spitze des Lötwerkzeugs induziert, um Oberflächenoxide zu stören und zu verteilen. Die Kavitationsblasen kollabieren, reinigen alle Oberflächen und ermöglichen es dem flüssigen Lot, Metalle zu benetzen und zu verbinden.
Vorteile der Ausrüstung
Beseitigung des Phänomens des falschen Löten Keine Abhängigkeit von dem Phänomen der Fluxreduktion; die Hochtemperatur-Eigenschaften der Ausrüstung können Materialien und Zinn fest verlöten.
Hohe Qualität Schnelle Geschwindigkeit, hohe Effizienz und hohe Lötqualität. Der Lötunkt ist zuverlässig, es tritt kein Abschilferungsphänomen auf.
Kein Flux erforderlich Es kann Komponenten löten, die mit traditionellen elektrischen Lötzinnenschweißern schwer zu löten sind, wie Glas, Keramik und andere Gegenstände, die Flux erfordern.
Bequem im Gebrauch Die Ausrüstung ist klein und leicht, einfach zu bewegen und zu bedienen. Einfache Bedienung, freie Temperaturanpassung, benutzerfreundlich.
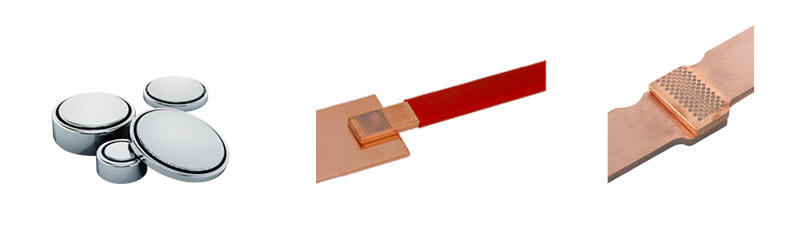
Anwendung der Ausrüstung
1. Herstellung von Glas-Schmuck;
2. Heißkontakt-Löten der Heizung im hinteren Autofenster;
3. Beschichtung/Metallisierung von Brillengläsern;
4. Löten von Supraleitern, Komponenten, keramischen Zubehörteilen;
5. Erstellen von Elektroden auf Glas- und Keramikplatten;
6. Vakuumabdichtung von Glasröhren, Verbindung metallener Hardware-Zubehörteile;
7. Versiegelung von optischem Glasfaser (Metallringbonding);
8. Anbinden von Elektroden an die vorderen und hinteren Kontakte von Solarzellen (kristallin/dünne Schicht);
9. Verbindung von Metall/Flüssigkristallglas, hybride integrierte Schaltkreiskontakte (Punkte);
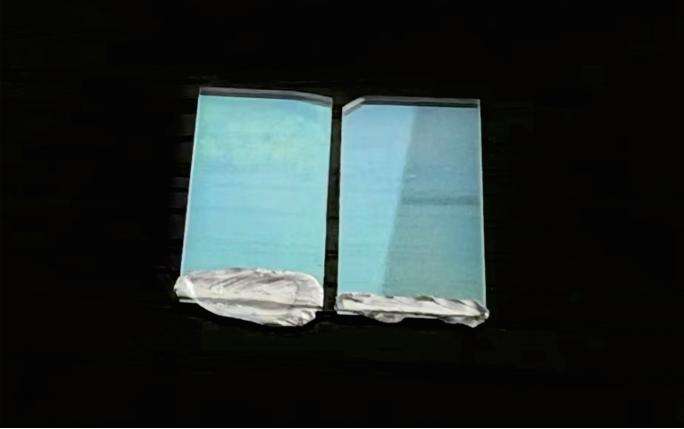
Experimenteller Nachweis
Das im Experiment verwendete Glas ist das nationale Standard-3C-Glas. Aus dem Versuchsablauf geht hervor, dass die Zinnbeschichtung des Lötkolben-Geräts nach Einschalten der Ultraschallwelle fester ist und weniger likely abzulösen.
F: Beeinflusst das von einem Ultraschall-Schneidmesser erzeugte Ultraschall meine Gesundheit? A: Nein, Ultraschall ist eine Schallwelle mit einer Mindestfrequenz von 20.000 Hz/S, die für das menschliche Ohr unhörbar ist. Der Pegel in Dezibel während des Schneidens beträgt weniger als 50 (die Zeitschrift für Naturwissenschaften und Medizin zeigt, dass nur eine langfristige Aussetzung mit mehr als 90 Dezibel dazu führt, dass Menschen Probleme wie Angst und Panik bekommen), und es beeinflusst die Gesundheit der Menschen nicht.
F: Warum schneidet das Ultraschall-Schneidmesser manchmal gut bei der Bearbeitung von Produkten, aber die nachfolgende Schneidleistung abnimmt? A: Es gibt viele Gründe für die oben genannten Probleme:
(1) Der Gütefaktor des Transducers nimmt ab, wodurch die während des Betriebs erzeugte mechanische Energie zu schnell abklingt. Dies führt zu schlechter Stabilität, reduzierter Resonanz-effizienz und übermäßiger Hitzeentwicklung.
(2) Transducer und Formwerkzeug sind nicht gut abgestimmt, sodass die mechanische und thermische Energie nicht im Gleichgewicht sind. Das führt zu übermäßiger Erwärmung und Abnahme der durch Resonanz erzeugten mechanischen Energie.
(3) Der ultraschallbetriebene Generator ist nicht gut mit den ultraschallkomponenten abgestimmt.
F: Welchen Grund hat es, dass Wellen auftreten, wenn das ultraschall-Schnittmesser Produkte schneidet? A: Der Grund, warum Wellenmuster beim Schneiden von Produkten mit einem Ultraschallmesser auftreten, ist, dass die Schwingungseffizienz nicht ausreichend ist und die beiden erzeugten Energien, mechanische Energie und Wärmeenergie, keinen entsprechenden Gleichgewichtszustand erreicht haben. Durch Anpassen der Leistung und Ändern der Ausgangsschwingung kann die Schneideffizienz verändert werden und die Wellenmuster, die beim Schneiden von Produkten auftreten, können beseitigt werden.