設備紹介
超音波ハンダゴテは、また超音波メッキ機や超音波ハンダ付け機とも呼ばれています。これらは超音波の空洞効果を利用して、フラックスを使わずに金属と非金属材料をハンダ付けします。通常のハンダゴテとの最大の違いは、メッキが難しい素材に対して、超音波ハンダゴテはガラス、セラミック、チタン合金、ステンレス鋼、モリブデン合金などの材料を直接ハンダ付けできることです。これにより、ガラスやセラミックを金属化する工程が不要となり、プロセスとコストが大幅に簡素化されます。超音波ハンダゴテ装置は、より環境に優しい溶接装置の一種とされています。伝統的なハンダゴテ装置と比較すると、超音波ハンダゴテ装置は溶接時に多くの熱を発生させ、超音波の高周波振動を組み合わせることで、処理対象物表面の酸化膜による溶接への影響を低減します。また、伝統的な溶接プロセス中に発生する気泡現象もありません。 
40kHz超音波はんだ付け装置
60kHz超音波はんだ付け装置
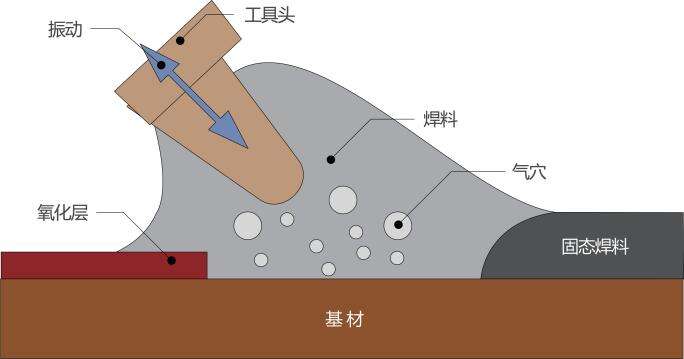
どのように機能するか
超音波はんだ付けプロセスでは、別のエネルギー源からの熱が振動エネルギーが適用される前にはんだを溶かします。溶融したはんだは、超音波振動の音響伝達媒体として機能します。高周波振動エネルギーが溶融したはんだに適用されると、はんだ付けツールの先端で制御された音響空洞現象が誘発され、表面酸化物を攪乱して分散させます。空洞のマイクロバブルが崩れ、すべての表面を清掃し、液体のはんだが純金属に濡れ結合します。
設備 の 利点
偽はんだ付けの現象を排除
フラックス減少の現象に頼る必要がなく、装置の高温特性により材料と錫をしっかりとはんだ付けできます。
高品質
高速、高効率、高品質な溶接。溶接点は信頼性が高く、溶接剥離現象がありません。
フラックス不要
伝統的な電気ハンダごてでは難しいガラス、セラミックなどのフラックスを必要とする部品のハンダ付けが可能です。
便利で使いやすい
機器は小型で軽量、移動や操作が簡単です。シンプルな操作で温度範囲を自由に調整でき、使いやすいです。
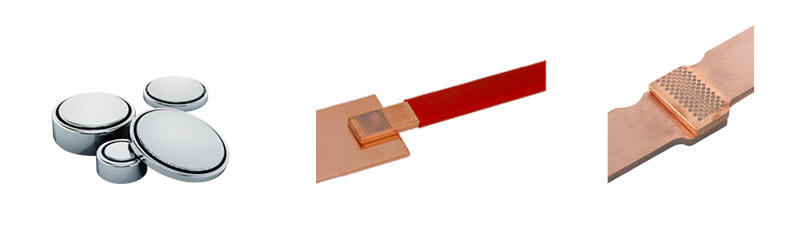
装置の適用
1. ガラスジュエリー製造;
2. 自動車リアウィンドウヒーターの接点溶接;
3. 光学用メガネのコーティング/金属化;
4. 超伝導体、部品、セラミックアクセサリーの溶接;
5. ガラスおよびセラミックプレート上の電極の作成;
6. ガラス管の真空密封、ハードウェアアクセサリーの接着;
7. 光学ファイバー(金属ループ結合)の密封;
8. 太陽電池(結晶/薄膜)の前面および背面コンタクトへの電極の結合;
9. メタル/液晶ガラス上の接合、ハイブリッド集積回路のリード(ドット);
実験デモ
本実験で使用されたガラスは国標準3Cガラスです。実験プロセスからわかる通り、超音波をオンにするとハンダ付け機器の錫メッキがより牢固であり、剥がれにくくなります。
設備仕様
| 40k超音波ハンダ付け機のパラメータ | ||
| 全体的な技術的パラメータ | 振動部品のパラメータ | 部品のパラメータ |
| 仕様:HC-MA4001GL | 冷却方法: 空冷 | トランスデューサー: 圧電セラミック/輸入アルミニウム |
| 装備電力:≤100w | 最大温度:400℃ | 振幅変換器:高強度チタン合金 |
| 動作周波数:35.0~40.0±0.5k | 最大圧力:常圧 | ツールヘッド:高強度合金鋼 |
| 温度範囲:100-400℃ | 振動部品電力:≤100w | 保護ケース:アルミニウム合金 |
| 60k超音波ハンダ付けアイロン装置パラメータ | ||
| 全体的な技術的パラメータ | 振動部品のパラメータ | 部品のパラメータ |
| 仕様:HC-MA6001GL | 冷却方法: 空冷 | トランスデューサー: 圧電セラミック/輸入アルミニウム |
| 装備電力:≤100w | 最大温度:400℃ | トランスデューサー: 圧電セラミック/輸入アルミニウム |
| 動作周波数:55.0~60.0±0.5k | 最大圧力:常圧 | ツールヘッド:高強度合金鋼 |
| 温度範囲:100-400℃ | 振動部品電力:≤100w | 保護ケース:最強 |
カット例

超音波チップハンダゴテ
FAQ ナビゲーション
Q: 超音波カッターが発生させる超音波は私の健康に影響しますか?
A: いいえ、超音波は最低20,000 Hz/Sの音量を持つ音波であり、人間の耳では聞こえません。カットプロセス中に生成されるデシベルレベルは50未満です(自然医学ジャーナルによると、90デシベル以上に長期間さらされることで人々が不安やパニックなどの問題を引き起こす可能性があります)、そしてそれは人々の健康に影響を与えません。
Q: カットプロセス中に超音波カッターが製品をカットする際に時々良好なパフォーマンスを示すのに、その後カットパフォーマンスが低下するのはなぜですか?
A: 上記の問題には多くの原因があります:
(1) 変換素子の品質係数が低下し、変換素子によって生成される機械エネルギーが動作中に急速に減衰し、結果として安定性が悪くなり、共鳴効率が低下し、過剰な熱が発生します。
(2) 変換素子と金型が適切にマッチしておらず、機械エネルギーと熱エネルギーのバランスが取れていないため、過度な加熱と共鳴によって生成される機械エネルギーの減衰が発生します。
(3) 超音波電源発生器と超音波部品が適切にマッチしていません。
F: 超音波カッティングナイフが製品を切断している際に波紋が現れるのはなぜですか?
質問に対する答え:超音波ナイフを使用して製品をカットする際にリップルが現れる理由は、振動効率が十分でなく、生成される機械エネルギーと熱エネルギーの2つが適切なバランスに達していないためです。出力振動を調整することでカット効率を変更し、製品をカットする過程で現れるリップルを取り除くことができます。