appareil de soudure ultrasonore 60k
Fer à souder ultrasonique sans flux pour métaux, verre et céramiques.
1. Fonctionnement sans flux
La cavitation ultrasonique permet le brasage direct sans flux ni métallisation.
2. Compatibilité polyvalente avec les matériaux
Brase le verre, les céramiques, le titane, l’acier inoxydable et les alliages de molybdène.
3. Contrôle précis de la température
plage réglable de 20 à 700 °C avec une tête d’outil en alliage de titane pour une grande durabilité.
- Aperçu
- Produits recommandés
Aperçu de l'appareil
Un fer à souder ultrasonique, également appelé applicateur d’étain ultrasonique ou machine à souder ultrasonique, utilise l’effet de cavitation des ultrasons pour souder des métaux et des non-métaux sans nécessiter de flux. La principale différence avec les fers à souder conventionnels réside dans sa capacité à souder directement des matériaux difficiles à étamer, tels que le verre, la céramique, les alliages de titane, les aciers inoxydables et les alliages de molybdène, sans qu’il soit nécessaire de métalliser ces matériaux — une caractéristique qui simplifie considérablement le procédé et réduit les coûts. Les équipements de soudage ultrasonique sont considérés comme une solution de soudage plus respectueuse de l’environnement. Comparé aux fers à souder traditionnels, il génère une chaleur importante pendant son fonctionnement ; combinée aux oscillations haute fréquence des ultrasons, cette approche minimise les interférences dues aux films d’oxyde présents à la surface de la pièce à souder et élimine les problèmes de formation de bulles associés aux méthodes de soudage conventionnelles.

appareil de soudure ultrasonore 60k
Principe de fonctionnement
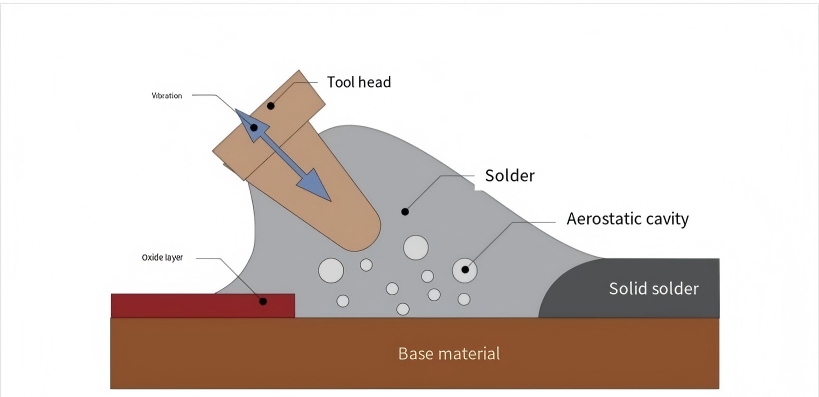
Lors du soudage à l’étain par ultrasons, la chaleur provenant d’une source d’énergie séparée fait fondre la soudure avant l’application de l’énergie vibratoire. La soudure en fusion sert alors de milieu de transmission acoustique pour les vibrations ultrasonores. Lorsque de l’énergie vibratoire à haute fréquence est appliquée à la soudure en fusion, une cavitation acoustique contrôlée se produit au niveau de la pointe de l’outil de soudage, ce qui décompose et disperse les oxydes de surface. L’effondrement de ces microcavités nettoie toutes les surfaces, permettant ainsi à la soudure liquide de mouiller et de lier des métaux purs.
Avantages du dispositif
1. Élimine les faux contacts dus à la soudure en supprimant le besoin de flux ; exploite la capacité de l’équipement à atteindre des températures élevées afin de souder solidement les matériaux à la pâte à souder.
2. Offre une grande vitesse, une excellente efficacité et une qualité de soudure supérieure. Les soudures sont robustes et exemptes de délaminage.
3. Permet de souder des composants difficiles à souder avec des fers à souder conventionnels, tels que des pièces en verre ou en céramique nécessitant l’emploi d’un flux.
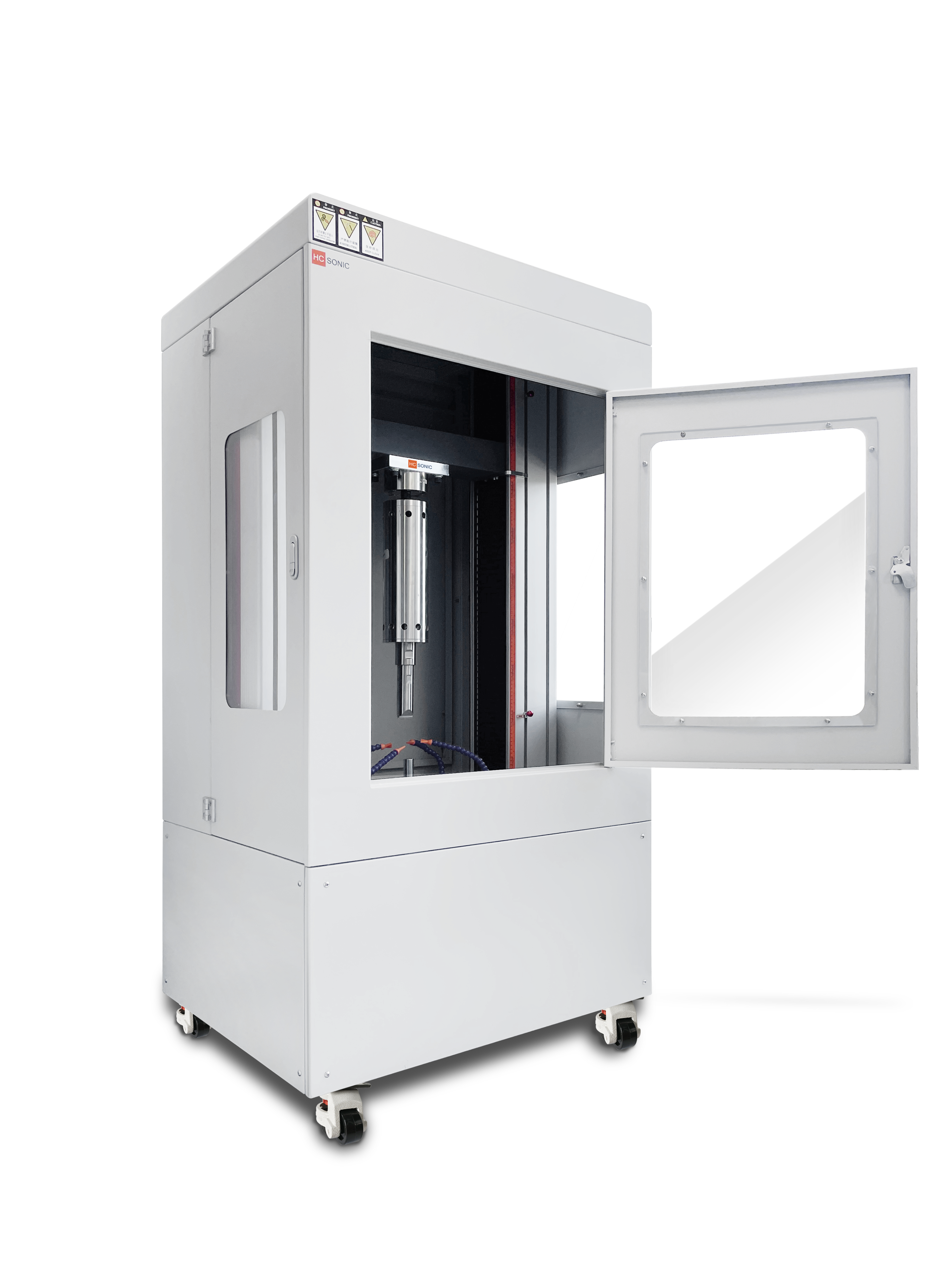
4. L’appareil est compact et léger, ce qui facilite son déplacement pendant le fonctionnement. Il offre une utilisation simple, permet un réglage libre de la plage de température et est convivial.
Application de l’appareil
1. Fabrication d’ornements en verre ;
2. Soudage des contacts chauffants pour les vitres arrière automobiles ;
3. Revêtement/métallisation des lentilles optiques ;
4. Soudage de supraconducteurs, de composants et d’accessoires céramiques ;
5. Fabrication d’électrodes sur plaques en verre et en céramique ;
6. Scellement sous vide de tubes en verre et collage de composants mécaniques ;
7. Scellement du verre de fibre optique (à l’aide de colliers métalliques) ;
8. Montage d’électrodes sur les contacts avant et arrière des cellules solaires (cristallines / à couches minces) ;
9. Soudage des connexions (motifs en grille) pour les circuits intégrés hybrides verre métallique/verre LCD ;
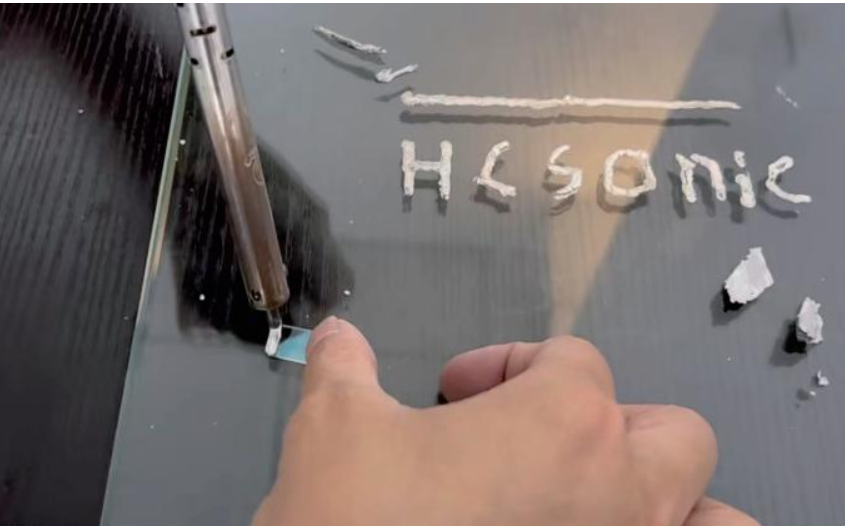
Démonstration expérimentale
Le verre utilisé dans cette expérience est conforme à la norme nationale 3C. Comme observé pendant l’expérience, le fer à souder présente un revêtement d’étain plus durable et une tendance moindre au décollement après activation par ultrasons.
Paramètre d’usine
| Paramètres techniques globaux | Paramètres des composants vibrants | Paramètres des composants d’assemblage |
| Modèle de spécification : HC-MA6001GL | Méthode de refroidissement : refroidissement par air | Résonateur : céramique piézoélectrique/aluminium importé |
| Puissance de l’appareil : ≤ 100 W | Température maximale de service : 400 °C | Tige d'amplitude : alliage de titane à haute résistance |
| Fréquence de fonctionnement : 55,0–60,0 ± 0,5 kHz | Pression maximale admissible : pression atmosphérique | Tête d’outil : acier allié à haute résistance |
| Plage de température : 100–400 °C | Puissance du composant vibrant : ≤ 100 W | Boîtier de protection : SAGANG |
Démonstration d’exemple