ультразвуковой паяльник мощностью 40к
Ультразвуковый паяльник без флюса для металлов, стекла и керамики.
1. Работа без флюса
Ультразвуковая кавитация обеспечивает прямую пайку без использования флюса или металлизации.
2. Универсальная совместимость с различными материалами
Пайка стекла, керамики, титана, нержавеющей стали и сплавов молибдена.
3. Точное регулирование температуры
диапазон регулировки от 20 до 700 °C с инструментальной головкой из титанового сплава для повышения долговечности.
- Обзор
- Рекомендуемые товары
Описание товара
Ультразвуковая паяльная лампа также называется ультразвуковой машиной для оцинковки и ультразвуковой паяльной машиной. Она может использовать кавитацию ультразвуковых волн для пайки металлических и неметаллических материалов без применения флюса. Главное отличие от обычного паяльника заключается в том, что для материалов, которые трудно поддаются оцинковке, ультразвуковой паяльник может напрямую спаивать такие материалы, как стекло, керамика, титановые сплавы, нержавеющая сталь, молибденовые сплавы и др., без необходимости металлизации стеклянной керамики.
Детали товара
Название продукта: Ультразвуковая паяльная станция
Частота:40-60к
Напряжение: 220В/50Гц
измельченная фракция:Лужение стекла
диапазон температур:100-400℃
Сменный инструмент:Титановый сплав
Входное напряжение:110V/220V/230V
Выходная температура:20-700℃
Температурная стабильность:Регулируемая
Выходная мощность:1600 Вт
Обзор устройства
Ультразвуковой паяльник, также известный как ультразвуковой прибор для нанесения олова или ультразвуковая паяльная машина, использует кавитационный эффект ультразвука для соединения металлов и неметаллов без применения флюса. Ключевое отличие от традиционных паяльников заключается в способности напрямую паять материалы, трудно поддающиеся лужению, такие как стекло, керамика, титановые сплавы, нержавеющая сталь и молибденовые сплавы, без необходимости предварительной металлизации этих материалов — это свойство существенно упрощает процесс и снижает затраты. Ультразвуковое паяльное оборудование считается более экологичным решением для сварки. По сравнению с традиционными паяльниками оно выделяет значительное количество тепла в процессе работы; в сочетании с высокочастотными ультразвуковыми колебаниями такой подход минимизирует влияние оксидных плёнок на поверхности обрабатываемой детали и устраняет проблемы образования пузырьков, характерные для традиционных методов сварки.

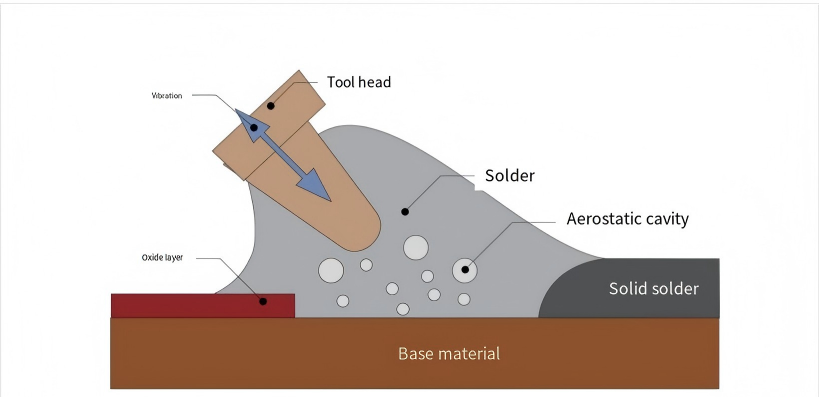
Принцип работы
При ультразвуковой пайке оловом тепло от отдельного источника энергии расплавляет припой до подачи вибрационной энергии. Расплавленный припой затем служит акустической средой передачи для ультразвуковых колебаний. При подаче высокочастотной вибрационной энергии на расплавленный припой в области наконечника паяльного инструмента возникает контролируемая акустическая кавитация, разрушающая и рассеивающая поверхностные оксиды. Коллапс этих микрокавитаций очищает все поверхности, позволяя жидкому припою смачивать и соединять чистые металлы.
Преимущества устройства
1. Устранение ложной пайки за счёт отказа от флюса; использование высокотемпературных возможностей оборудования для надёжной пайки материалов с паяльной пастой.
2. Обладает высокой скоростью, превосходной эффективностью и исключительным качеством пайки. Соединения прочные и не подвержены расслоению.
3. Позволяет паять компоненты, которые трудно паять с помощью традиционных паяльников, например, изделия из стекла или керамики, требующие применения флюса.
4. Устройство компактное и легкое, что обеспечивает удобство его перемещения во время эксплуатации. Оно отличается простотой управления, позволяет свободно регулировать диапазон температур и удобно в использовании.
Область применения устройства
1. Производство стеклянных украшений;
2. Сварка нагревательных контактов для задних автомобильных стёкол;
3. Нанесение покрытий/металлизация оптических линз;
4. Сварка сверхпроводников, компонентов и керамических аксессуаров;
5. Изготовление электродов на стеклянных и керамических пластинах;
6. Вакуумная герметизация стеклянных трубок и соединение элементов оборудования;
7. Герметизация стекла оптического волокна (с использованием металлических зажимов);
8. Установка электродов на передние и задние контакты солнечных элементов (кристаллических/тонкоплёночных);
9. Соединение выводов (сетчатые узоры) для гибридных интегральных схем на основе металла/стекла ЖК-дисплеев;
Как выбрать модель?
Отличия от ультразвуковых паяльников на 60 кГц:
1. Амплитуда и мощность: Согласно ультразвуковым принципам, более высоким частотам соответствуют меньшие амплитуды. Ультразвуковой паяльник на 40 кГц обладает большей амплитудой по сравнению с моделью на 60 кГц. Обычно выходная мощность ультразвукового паяльника на 40 кГц составляет 9–30 Вт, тогда как у модели на 60 кГц она обычно находится в диапазоне 5–15 Вт, что указывает на относительно более высокий уровень мощности у паяльника на 40 кГц.
2. Сварочные характеристики: Ультразвуковой паяльник на 60 кГц работает на более высокой частоте, обеспечивая более концентрированную энергию и превосходную точность сварки, что делает его пригодным для работы с тонкими компонентами. Паяльник на 40 кГц характеризуется большей амплитудой и мощностью, выделяя при сварке относительно больше тепла; он может показать лучшие результаты при работе с более толстыми материалами или материалами, обладающими высокой теплопроводностью.
3. Сценарии применения: Ультразвуковой паяльник на частоте 40 кГц обычно используется на этапах предварительной обработки кремниевых пластин или в полупроводниковой промышленности, а также подходит для пайки тонких алюминиевых изделий, а также небольших и тонких материалов из алюминиево-магниевых сплавов. Модель на частоте 60 кГц применяется преимущественно на этапах окончательной обработки полупроводниковых материалов или чрезвычайно тонких магниевых сплавов, что делает её особенно пригодной для пайки микроэлементов, требующих исключительной точности.
4. Размеры матрицы: Размер матрицы ультразвуковых паяльников, как правило, обратно пропорционален частоте; модель на 40 кГц требует более крупной матрицы по сравнению с моделью на 60 кГц.
Параметры установки
| Общие технические параметры | Параметры вибрирующего компонента | Параметры сборочного компонента |
| Модель по спецификации: HC-MA4001GL | Способ охлаждения: воздушное охлаждение | Преобразователь: пьезоэлектрическая керамика/импортный алюминий |
| Потребляемая мощность устройства: ≤100 Вт | Максимальная рабочая температура: 400 °C | Амплитудный стержень: титановый сплав повышенной прочности |
| Рабочая частота: 35,0–40,0 ± 0,5 кГц | Максимально допустимое давление: атмосферное давление | Рабочая головка: высокопрочная легированная сталь |
| Диапазон температур: 100–400 °C | Мощность вибрационного компонента: ≤100 Вт | Защитный корпус: алюминиевый сплав |