equipamento de ferro de solda ultrasônico de 40k
Ferro de solda ultrassônico isento de fluxo para metais, vidro e cerâmicas.
1. Operação Isenta de Fluxo
A cavitação ultrassônica permite a soldagem direta sem fluxo ou metalização.
2. Compatibilidade Versátil com Materiais
Braça vidro, cerâmicas, titânio, aço inoxidável e ligas de molibdênio.
3. Controle Preciso de Temperatura
faixa ajustável de 20–700 °C com ponta de ferramenta em liga de titânio para maior durabilidade.
- Visão Geral
- Produtos Recomendados
Descrição do produto
O ferro de solda ultrassônico também é chamado de máquina de revestimento de estanho ultrassônico e máquina de solda ultrassônica. Ele pode utilizar a cavitação das ondas ultrassônicas para soldar metais e materiais não metálicos sem fluxo. A maior diferença em relação ao ferro de solda convencional é que, para materiais difíceis de receber estanho, o ferro de solda ultrassônico pode diretamente brasar materiais como vidro, cerâmica, ligas de titânio, aço inoxidável, ligas de molibdênio etc., sem necessidade de metalizar vidro ou cerâmica.
Detalhes do Produto
Nome do produto: Equipamento de soldador ultrassônico
Frequência:40-60k
Tensão: 220 V/50 Hz
grão refinado:Estanagem em vidro
intervalo de temperatura:100-400℃
Cabeça da ferramenta:Liga de titânio
Voltagem de entrada:110V/220V/230V
Temperatura de saída:20-700℃
Estabilidade térmica:Ajustável
Potência de saída:1600W
Visão Geral do Dispositivo
Um ferro de solda ultrassônico, também conhecido como aplicador ultrassônico de estanho ou máquina de solda ultrassônica, utiliza o efeito de cavitação das ondas ultrassônicas para unir metais e não metais sem a necessidade de fluxo. A principal distinção em relação aos ferros de solda convencionais reside na sua capacidade de soldar diretamente materiais difíceis de estanhar, como vidro, cerâmica, ligas de titânio, aço inoxidável e ligas de molibdênio, sem exigir a metalização desses materiais — característica que simplifica significativamente o processo e reduz os custos. Os equipamentos de soldagem ultrassônica são considerados uma solução de soldagem mais ambientalmente sustentável. Em comparação com os ferros de solda tradicionais, eles geram calor considerável durante a operação; combinado com as oscilações de alta frequência do ultrassom, esse método minimiza a interferência das películas de óxido na superfície da peça trabalhada e elimina os problemas de formação de bolhas associados aos métodos convencionais de soldagem.

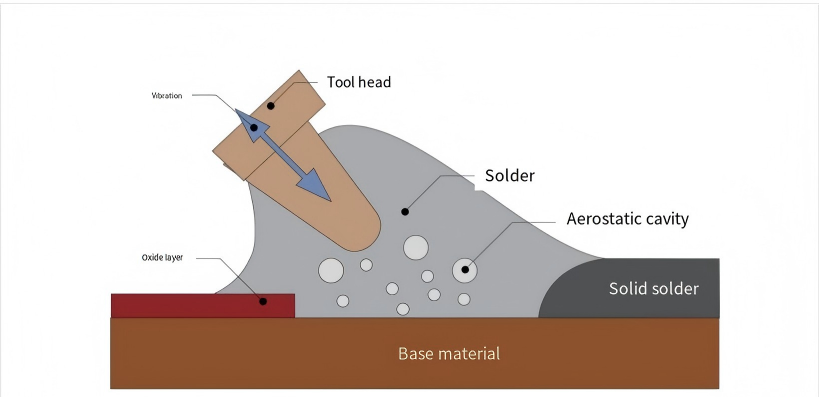
Princípio de Operação
Durante a soldagem ultrassônica com estanho, o calor proveniente de uma fonte de energia separada funde a solda antes da aplicação da energia vibracional. A solda fundida atua, então, como meio de transmissão acústica para as vibrações ultrassônicas. Quando a energia vibracional de alta frequência é aplicada à solda fundida, ocorre cavitação acústica controlada na ponta da ferramenta de soldagem, quebra e dispersão dos óxidos superficiais. O colapso dessas microcavidades limpa todas as superfícies, permitindo que a solda líquida molhe e una metais puros.
Vantagens do Dispositivo
1. Elimina soldas falsas ao eliminar a necessidade de fluxo; utiliza a capacidade de alta temperatura do equipamento para soldar com segurança os materiais à pasta de solda.
2. Apresenta alta velocidade, excelente eficiência e qualidade superior de soldagem. As soldas são robustas e isentas de deslaminação.
3. Pode soldar componentes difíceis de soldar com ferros de solda convencionais, como peças de vidro ou cerâmica que exigem fluxo.
4. O dispositivo é compacto e leve, facilitando seu deslocamento durante a operação. Ele possui operação simples, permite ajuste livre da faixa de temperatura e é de fácil utilização.
Aplicação do Dispositivo
1. Fabricação de enfeites de vidro;
2. Soldagem de contatos aquecedores para janelas traseiras de veículos automotivos;
3. Revestimento/metalização de lentes ópticas;
4. Soldagem de supercondutores, componentes e acessórios cerâmicos;
5. Fabricação de eletrodos em placas de vidro e cerâmica;
6. Vedação a vácuo de tubos de vidro e união de componentes mecânicos;
7. Vedação de fibras ópticas de vidro (usando braçadeiras metálicas);
8. Montagem de eletrodos nos contatos frontal e traseiro de células solares (cristalinas/baseadas em filme);
9. Ligação dos terminais (padrões de grade) para circuitos integrados híbridos de metal/vidro LCD;
Como Selecionar um Modelo?
Diferenças em relação aos ferros de solda ultrassônicos de 60 kHz:
1. Amplitude e potência: De acordo com os princípios ultrassônicos, frequências mais altas correspondem a amplitudes menores. O ferro de solda ultrassônico de 40 kHz apresenta maior amplitude do que o modelo de 60 kHz. Normalmente, a potência de saída de um ferro de solda ultrassônico de 40 kHz varia entre 9–30 W, enquanto a de um modelo de 60 kHz é geralmente de 5–15 W, indicando um nível de potência relativamente mais elevado para o modelo de 40 kHz.
2. Desempenho na soldagem: O ferro de solda ultrassônico de 60 kHz opera em uma frequência mais alta, fornecendo energia mais concentrada e maior precisão na soldagem, tornando-o adequado para componentes delicados. O ferro de solda de 40 kHz possui maior amplitude e potência, gerando relativamente mais calor durante a soldagem; pode oferecer melhores resultados ao trabalhar com materiais mais espessos ou com excelente condutividade térmica.
3. Cenários de aplicação: O ferro de solda ultrassônico de 40 kHz é comumente utilizado em processos de pré-tratamento de wafers de silício ou na indústria de semicondutores, sendo também adequado para a soldagem de produtos finos de alumínio, bem como de materiais pequenos e finos de liga alumínio-magnésio. O modelo de 60 kHz é empregado principalmente em etapas de pós-processamento de materiais semicondutores ou ligas de magnésio extremamente finas, tornando-o particularmente adequado para a soldagem de microcomponentes que exigem precisão excepcional.
4. Dimensões do molde: O tamanho do molde dos ferros de solda ultrassônicos é tipicamente inversamente proporcional à frequência; um modelo de 40 kHz exige um molde maior do que um de 60 kHz.
Parâmetro da planta
| Parâmetros Técnicos Totais | Parâmetros do Componente Vibratório | Parâmetros do Componente de Montagem |
| Modelo de Especificação: HC-MA4001GL | Método de resfriamento: resfriamento a ar | Transdutor: cerâmica piezoelétrica/importado alumínio |
| Potência do Dispositivo: ≤100 W | Temperatura máxima de operação: 400 °C | Haste de amplitude: liga de titânio de alta resistência |
| Frequência de operação: 35,0–40,0 ± 0,5 kHz | Pressão máxima admissível: pressão atmosférica | Cabeça da ferramenta: aço-liga de alta resistência |
| Faixa de temperatura: 100–400 °C | Potência do componente vibratório: ≤ 100 W | Carcaça protetora: liga de alumínio |