Introduzione
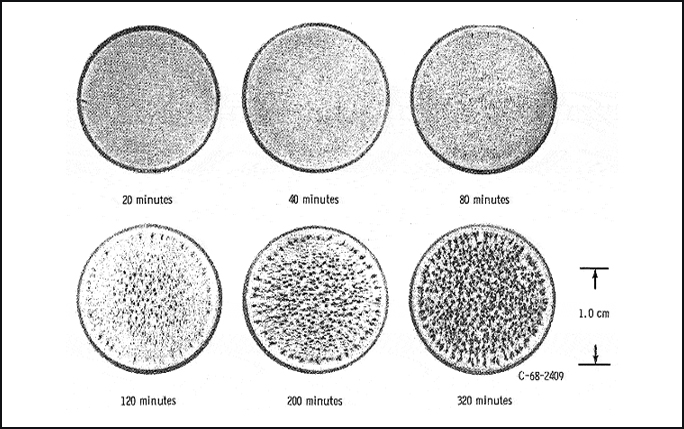
L'erosione da cavitazione si verifica quando un materiale è esposto a un fluido in cavitazione. Il collasso delle bolle di cavitazione genera forti onde d'urto e microgetti che inducono stress superficiali altamente localizzati. La ripetizione di questi carichi dovuta al collasso ripetuto delle bolle può portare a un fallimento per affaticamento localizzato della superficie e successivamente al distacco o all'incrinatura del materiale. La figura qui sotto mostra una progressione tipica dell'erosione da cavitazione (25 kHz, 44,5 µm, acqua a 24°C).
Nell'ultrasonica, la cavitazione viene spesso generata attivamente dalla cornetta ultrasonica per osservarne l'effetto sul processo (ad esempio, omogeneizzazione ultrasonica). Tuttavia, questa cavitazione rimuove gradualmente materiale dalla superficie della cornetta, il che può portare ad alcuni dei seguenti problemi.
1. Mano a mano che la punta si accorcia, la frequenza del sistema aumenta fino a quando l'alimentazione non riesce più ad attivare la testa dello strumento.
2. Quando la faccia dell'angolo è corrodata a causa della corrosione, produce meno cavitazione, il che influisce sul processo.
3. Il materiale corroso potrebbe contaminare il processo.
Questi problemi possono essere mitigati da una combinazione dei seguenti quattro metodi:
1. Utilizzare un materiale per la testa dello strumento con una maggiore resistenza alla cavitazione.
2. Utilizzare un rivestimento con una maggiore resistenza alla cavitazione.
3. Migliorare la finitura superficiale della testa dello strumento.
4. Utilizzare una testa dello strumento con una punta sostituibile.
Materiali
Prodotti metallici
Per applicazioni coinvolgenti la cavitazione, il titanio (di solito Ti-6Al-4V) è spesso il materiale risonante predefinito. Ha una resistenza accettabile (ma non eccezionale) alla cavitazione ed è anche relativamente inerte a molte sostanze liquide; vengono utilizzate anche varie acciai. (Vedere la fine dell'articolo per i dati sulla cavitazione per vari materiali).
Elastomeri
Gli elastomeri non sono adatti come materiali risonanti. Tuttavia, possono aiutare a prevenire la trasmissione di energia ultrasonica o ridurre l'erosione per cavitazione (soprattutto superficiale). In condizioni di cavitazione ad intensità relativamente bassa, questi materiali potrebbero essere "completamente immuni a danni da cavitazione". La lamina di monomero etilene-propilene (EPDM) solidificata ha tre volte la resistenza alla corrosione dello acciaio inossidabile 316L a 50µm di vibrazione picco a 20 kHz. (Nota: i rivestimenti EPDM non solidificati non prestano bene).
Cappucci Sostituibili
Sostituire un corno solido dopo l'erosione per cavitazione è costoso. Invece, vengono utilizzati cappucci sostituibili sulle teste degli strumenti con diametri finali inferiori a Ø25mm.

Rivestimenti delle Teste Strumento
Sono stati utilizzati vari rivestimenti per migliorare la cavitazione (in confronto al titanio come riferimento). Questi rivestimenti vengono applicati sulle facce delle teste degli strumenti quando l'area della faccia della testa dello strumento è troppo grande o troppo piccola per utilizzare cuscinetti sostituibili e quando la forma della faccia è irregolare. Possono inoltre proteggere il materiale base della testa dello strumento. I rivestimenti possono essere classificati in base alla loro spessore come rivestimenti sottili o spessi. Possono anche essere classificati in base alla tenacia e alla fragilità.
Rivestimenti Sottili
Se le forze inerziali dovute alla vibrazione ultrasonica sono relativamente basse, il rivestimento può essere considerato sottile e l'aderenza non deve essere elevata. Questi rivestimenti includono il cromo e il nitruro di titanio.
Cromo Duro - Uno spessore di 2 mil (0,05 mm) di cromo con durezza riduce la cavitazione di un fattore 10 rispetto a un metallo base in acciaio inossidabile 316L. Ciò è attribuito alla maggiore durezza del cromo (60 Rc vs. 25 Rc). La cavitazione dell'acciaio inossidabile dipende in gran parte dalla dimensione dei grani del materiale.
Nitrato di titanio - Il nitrato di titanio viene utilizzato da tempo per ridurre la cavitazione grazie alla sua durezza e buona adesione. Tuttavia, il processo non può essere applicato indiscriminatamente. È degno di nota che aumentare l'atmosfera di azoto a circa il 13% (microdurezza ≈ 550) porta a una riduzione costante della cavitazione. A questo livello, la velocità di erosione è 3 volte inferiore rispetto a quella del titanio originale. Tuttavia, ulteriori aumenti di azoto e durezza non riducono ulteriormente la cavitazione.
Revestimenti spessi
A causa della loro massa, i rivestimenti spessi devono resistere a forze inerziali enormi. Un'adesione insufficiente tra rivestimento e substrato è un problema. Se tali rivestimenti sono anche fragili, non possono essere applicati su grandi superfici (come serbatoi di pulizia) perché la flessione ultrasonica può causare crepe nel rivestimento.
Parametri correlati alla cavitazione
In gruppi relativamente simili di materiali, la resistenza alla cavitazione aumenta generalmente con l'aumento delle proprietà meccaniche, come durezza superficiale, resistenza a trazione, resistenza a snervamento, ductilità, energia di deformazione, ecc. Tuttavia, si verificano grandi anomalie tra tipi diversi di materiali, come metalli duttili versus metalli fragili forti, metalli versus ceramiche, metalli versus elastomeri, ecc.
Durezza
La durezza è la principale proprietà del materiale associata alla resistenza alla cavitazione. La durezza del materiale base può essere ottenuta globalmente (ad esempio, tramite indurimento) o localmente (ad esempio, tramite indurimento superficiale o trattamento a proiettili).
Shot Peening
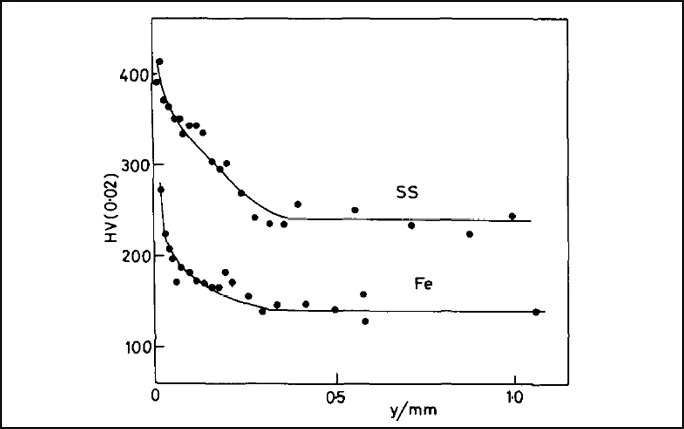
Lo acciaio inossidabile 321 trattato con proiettile (temprato) e il ferro puro sono stati sottoposti a test di cavitazione a 20 kHz in acqua distillata e soluzione salina al 1%. Il trattamento con proiettile ha indurito il materiale fino a una profondità di 0,3 mm (è stato scelto l'acciaio inossidabile di grado 321 in parte perché risponde bene all'indurimento meccanico), con un'ampiezza specificata di 15 μm (circa il valore di picco), e una temperatura dell'acqua di 50°C. (Nella Figura 3, "y" è la distanza [mm] sotto la superficie del campione, e l'asse verticale è etichettato "HV 0.02").
Finitura superficiale
Quando un materiale viene inizialmente sottoposto a cavitazione, può esserci una fase iniziale durante la quale il tasso di corrosione è trascurabile rispetto alle fasi successive. Questa fase iniziale può essere prolungata se la superficie è altamente lucidata.
Dimensione dei grani
Come la fatica, la cavitazione si verifica su una scala microscopica. Pertanto, due materiali con proprietà macroscopiche quasi identiche (ad esempio, resistenza a trazione) potrebbero avere una resistenza alla cavitazione significativamente diversa. Il fatto che la resistenza alla cavitazione dello stesso materiale aumenti con la diminuzione della dimensione del grano non ha senso per un materiale diverso.
Dati sulla cavitazione per vari materiali
Le seguenti informazioni sono fornite a titolo di riferimento. Molti dei materiali elencati potrebbero non essere adatti per l'uso come punte di strumenti ultrasuoni a causa di perdite, fatica, costo e disponibilità del materiale. Ad esempio, sebbene molte acciaierie abbiano tassi di corrosione più bassi del titanio, la loro ampiezza di uscita è limitata dalle perdite interne (riscaldamento). Tuttavia, questo problema di riscaldamento può essere migliorato ottimizzando i profili che riducono le sollecitazioni ultrasuoni locali. Comunque, alcuni materiali potrebbero comunque essere adatti per l'uso come coperture o rivestimenti sostituibili.
Ambiente di prova
1. Il fluido in cavitazione era acqua a temperatura ambiente.
2. L'ampiezza era di 50 micron picco a picco.
3. Il diametro della punta era di 13,9 mm.
4. MDP = Profondità Media di Penetrazione [mils] = (Perdita di Volume)/(Superficie del Campione).
5. 1 mil = 25,4 micron.
Tasso di cavitazione di vari materiali
| Test dei materiali |
MDP tasso medio (Mils/h) |
| MDP tasso medio (Mils/h) |
0.02 |
| T-111 Lega di tantalio |
0.06 |
| Mo-½Ti |
0.09 |
| 316 ss |
0.09 |
| 304 SS |
0.10 |
| Cb-1Zr |
0.15 |
| Cb-1Zr, normalizzato |
0.18 |
| Acciaio al carbonio (morbido) |
0.23 |
| Cu-Zn, lavorato a freddo |
0.38 |
| Ni, lavorato a freddo |
0.44 |
| Cu-Ni, normalizzazione a 1800°F |
0.47 |
| Ni, normalizzazione a 1600°F |
0.48 |
| alluminio 2024-T351 |
0.57 |
| Ni, normalizzazione a 1100°F |
0.58 |
| Cu-Ni, normalizzazione a 1300°F |
0.63 |
| Cu-Zn, normalizzazione a 1400°F |
0.68 |
| Cu-Ni, lavorato a freddo |
0.70 |
| Cu-Zn, trattamento a 850°F |
0.72 |
| alluminio 6061-T651 |
0.72 |
| Cu, lavorato a freddo |
0.95 |
| Cu, trattamento a 1500°F |
0.95 |
| Cu, trattamento a 900°F |
1.02 |
| Plexiglas |
1.39 |
| alluminio 1100-0 |
2.70 |
Titanio
Quando operato con l'ampiezza massima, una punta strumentale ultrasonica da 1 mm si corroderà in 1000 ore.
Acciaio inossidabile
In test di cavitazione su dodici acciai inossidabili in acqua, è stato scoperto che la migliore resistenza alla cavitazione si verifica quando il rapporto tra contenuto di cromo e nichel è circa 1.8:1.
