




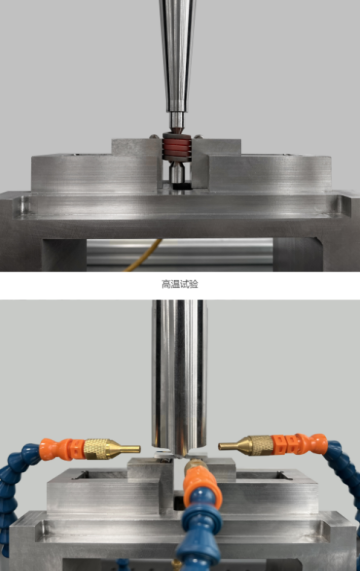
Расшифровка ультразвукового тестирования усталости металлических материалов, наша компания стала поставщиком оборудования для испытания металлических материалов на усталость для China Commercial Aircraft Corporation.
Узнайте, как ультразвуковое испытание на усталость обеспечивает получение данных по металлам в 10 раз быстрее. Узнайте, почему нашу систему доверяют в China Commercial Aircraft Corporation благодаря точности и надежности.
СМОТРЕТЬ БОЛЬШЕ







