



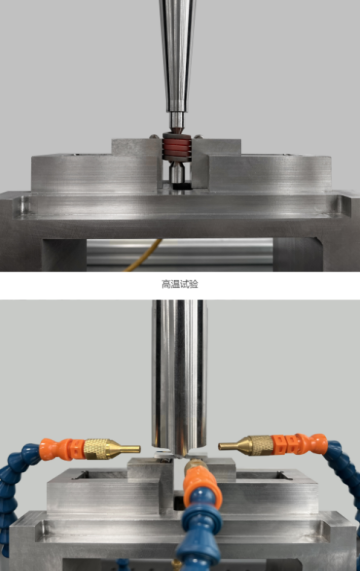
超音波金属材料疲労試験の解析において、当社は中国商飛(COMAC)向け金属材料疲労試験装置のサプライヤーとなっています。
金属材料に対して超音波疲労試験が10倍速くデータを提供する方法をご紹介します。当社のシステムが中国商飛(COMAC)から精度と信頼性において信頼されている理由をご覧ください。
さらに表示

食品切断時に考慮すべき要因
―装置起動時間
狭いブレード設計が必要なため、超音波切断用ツールヘッドの設計および製造は困難が伴います。無負荷時最大振幅でブレードが振動すると、場合によっては早期に破損することがあります。したがって、超音波発生器からの信号は自動化された機械と同期させる必要があります。これにより、ブレードが食品に接触する前に十分な振動状態になっていることを保証します。接触前の振動は、非振動状態の切断面に接触することによる食品の変形を避けるために必要です。
ー振動振幅
『振幅』とは、切断中に工具ヘッド表面の振動によって生じる微少変位を表します。振幅は超音波ホーンによって機械的に調整され、超音波発生装置によってデジタル制御されます。振幅の大きさは切断プロセスに影響を与えるため、各用途に応じて調整する必要があります。
ー切断速度
超音波カッティングブレードが被切断材に進入し、進んでいく速度も、各切断プロセスに合わせて調整すべきプロセス変数です。外側の殻を変形させないために製品にゆっくりと貫入した後に、内部でカッター速度を速めて最適な切断結果を得ることが必要な場合もあります。
ー振動終了時間
切断される素材の粘性によっては、超音波振動をオフにした後、切断されたスライスがカッティングブレードの側面に付着しやすくなる場合があります。そのため、製品からツールヘッドを取り外す際にも超音波振動を維持することで、摩擦のない特性を利用してブレードをよりクリーンかつ安定して離型することができます。
18
Jul
18
Jul
18
Jul
21
Jul
合成繊維の生地端が綺麗にシールされており完璧です。ほつれを完全に排除し、材料廃棄を20%以上削減しました。

このカッターは複合素材を非常に正確に切断し、滑らかで溶着されたエッジを残すため、仕上げ工程が不要です。

非常に汎用性が高く、刃の交換なしに、繊細な食品から頑丈な自動車用プラスチックまで、すべてをきれいに切断できます。

不織布の医療機器部品を複雑な形状でも切断とシールを同時にできるため、アッセンブリ工程が大幅に効率化されました。
